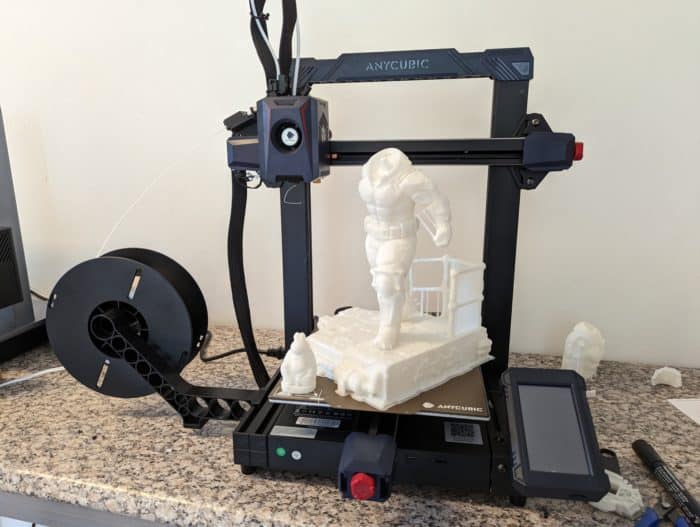
Anycubic Kobra 2 ab – günstig in 250mm/s Geschwindigkeit drucken 250x220x220mm, Autolevelsensor, Direct Drive Extruder
Anycubic haut den Kobra 2 mit einer Druckgeschwindigkeit von 250 mm/s für recht wenig Geld auf den Markt. Kann er zum günstigen Preis auch überzeugen? Das lest ihr hier in unserem umfangreichen Test.
Mittlerweile ist der Kobra 2 nicht mehr verfügbar, schaut aber gerne mal zum Kobra 2 Neo, Kobra 2 Pro, Plus und Max Modell vorbei.
Aktuell liegt der Preis bei auf im Angebot.
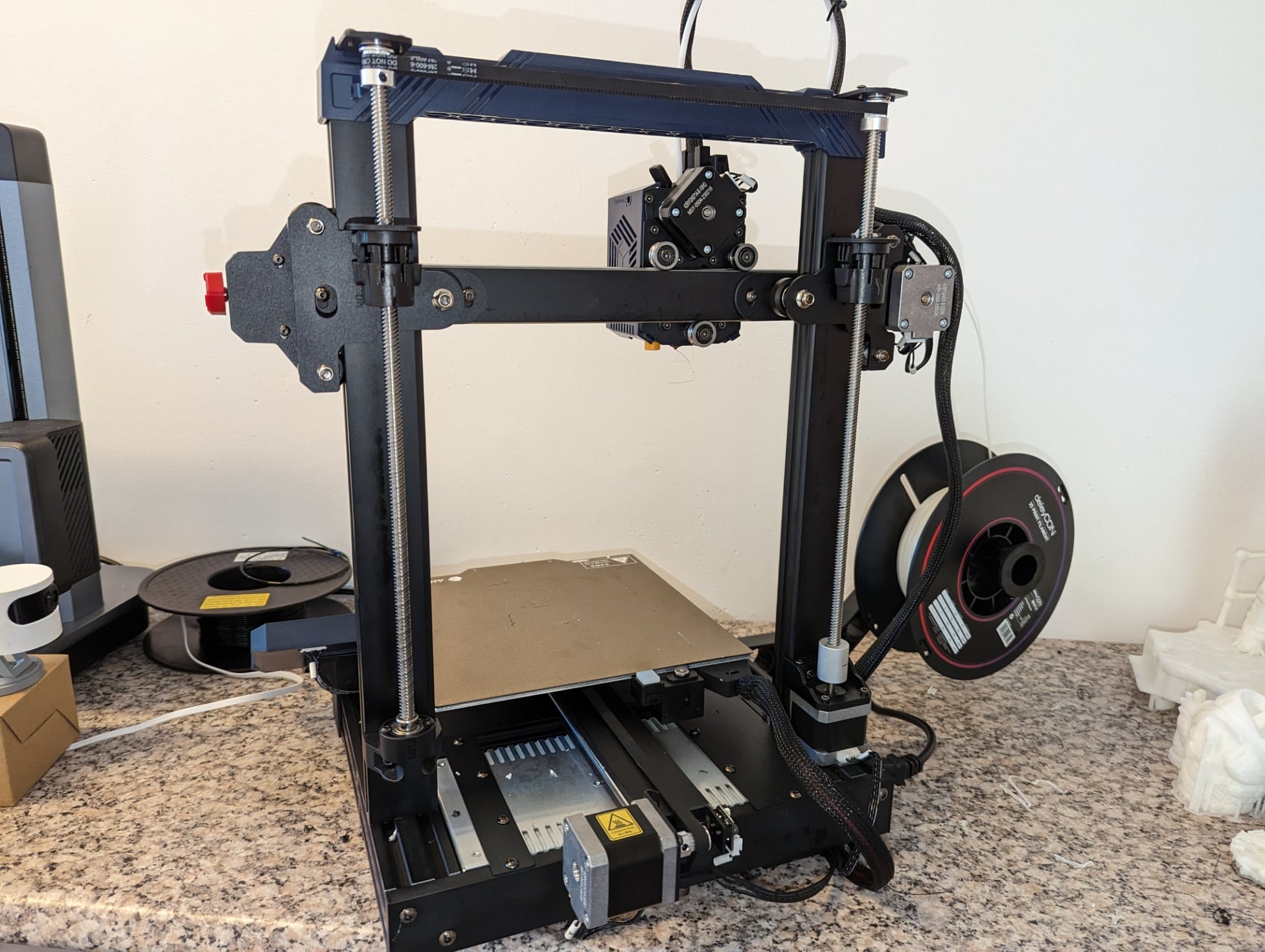
(Auch die Rückseite ist aufgeräumt)
Technische Daten des Anycubic Kobra 2
| Anycubic Kobra 2 | |
| Drucktechnik | FDM (Fused Deposition Modeling) |
| Druckfläche | 250 x 220 x 220 mm |
| Abmessung Drucker / Gewicht | 486 x 440 x 435 mm / 8,4kg |
| Druckgeschwindigkeit / Beschleunigung | 250mm/s (Max.), 2500 mm/s² |
| Arbeitsgeschwindigkeit | maximal 250mm/s optimal/empfohlen 150 mm/s |
| Extruder | Direct Drive Extruder |
| Düsengröße | 0,4 mm, 1,75 mm Filament |
| Düsentemperatur | 260 ℃ |
| Druckbetttemperatur | 110 ℃ |
| Software | Prusa Slicer, Cure etc. |
| Features | 4,3″ Touch Screen, LeviQ 2.0 Autoleveling (induktiver Sensor), Doppelte Z-Achse (per Riemen verbunden), Filamentsensor, Wiederaufnahme nach Stromausfall, Düsen Silikon Abwischpunkt, 32Bit Motherboard, TMC2209, Druckkopf geführt SG15 U-Rillenlager |
| Anbindung | MicroSD |
| Stromverbrauch | 400W |
| Preis UVP | 354$ (EU) 279$ (US) |
Testberichte / Erfahrungen / Meinungen
Schneller, einfacher Aufbau
Der Drucker ist recht schnell aufgebaut, man muss nur die Z-Achsen Konstruktion aufsetzen und je je 2 Schrauben von unten verschrauben. Danach hänge ich den Druckkopf ein und verschrauben diesen ebenso. Dadurch ist auch ein flotter Zugriff auf den Druckkopf für eine spätere Wartung gegeben.

(mit nur 4 Schräubchen sitzt der Druckkopf auf der halbrunden Schiene)
Danach brauche ich nur noch das Display und die dafür vorgesehene Halterung anschrauben und stecke zuletzt die Kabel an die richtigen Motoren und Schnittstellen. Da kann man sich aufgrund der unterschiedlichen Größen der Stecker auch nicht vertun. Beschriftet sind die Kabel zudem auch mit der jeweiligen Achse. Zeitlich waren es so um die 15 Minuten Aufbauzeit.

(Riemenspannen leicht gemacht, so muss das sein)
Autoleveling
Nach wie vor ist ein Autolevel Sensor ein Highlight eines jeden Druckers, das erspart einem, wenn er richtig misst und funktioniert, sehr viel Arbeit. Das klappt auch wunderbar ohne Zutun oder Anpassen Nullpunkt Z-Achse. Auf dem Touchdisplay findet man schnell den entsprechenden Punkt und muss nach dem Starten nur abwarten, was der Drucker macht.
Sollte wider Erwarten mal nicht passen, kann man den Leveling Vorgang auch automatisiert kalibrieren lassen, denn am hinteren Ende der Druckfläche sitzt ein Trigger Switch für das automatische Einstellen des Z-Offsets beim Auto-Leveling. Übrigens reagiert der Sensor auf Metall, sprich das Druckbett und dessen Auflage. Ohne das PEI Federstahl Druckbett aus Metall klappt das Leveling und Drucken nicht.

(Z-Achsen Nullpunkt Levelbereich + Silikon Düsenreinigung)
Während des Druckes kann die Z-Achse aber auch manuell angepasst werden. Zusätzliche Stellräder auf der Unterseite der Druckfläche nicht sind mehr vorhanden.
Der zusätzliche Silikon Bereich am Ende des Druckbettes wird nur zum Kalibrieren genutzt. Vor, Während oder nach dem Druck findet er leider keine Unterstützung.
Gute Druckqualität & angenehme Geschwindigkeit
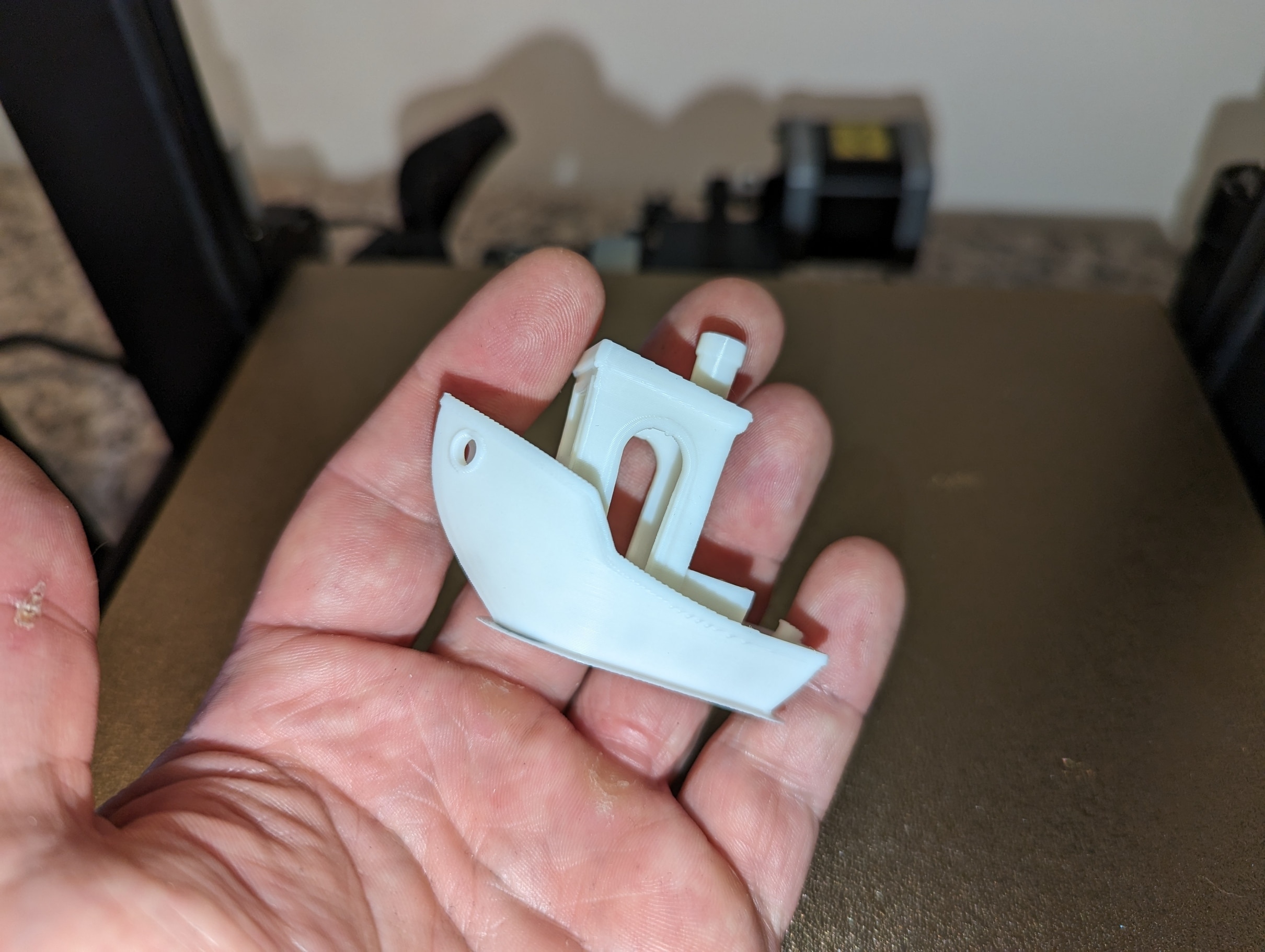
Als Erstes hab ich mir natürlich die fertig geclisten Benchy Schiffchen von Anycubic genommen und direkt gedruckt. Das erste Benchy ist in 0,2 mm Schichthöhe nach gut 40 Minuten beendet worden, was schon mal für die 250 mm/s Geschwindigkeit spricht.
Das nächste Modell lag in 0,28 mm Schichthöhe vor und war entsprechend flotter nach gut 30 Minuten beendet. Optisch gefällt mir das 0,2 mm Benchy aber besser, da es nicht ganz so grob ausschaut. Zudem ist die 0,2 mm Schichthöhe das maximale, was ich bei PLA Druckern bei meinen Modellen nutze, eher 0,16 mm ein Kompromiss aus Zeit und Qualität.


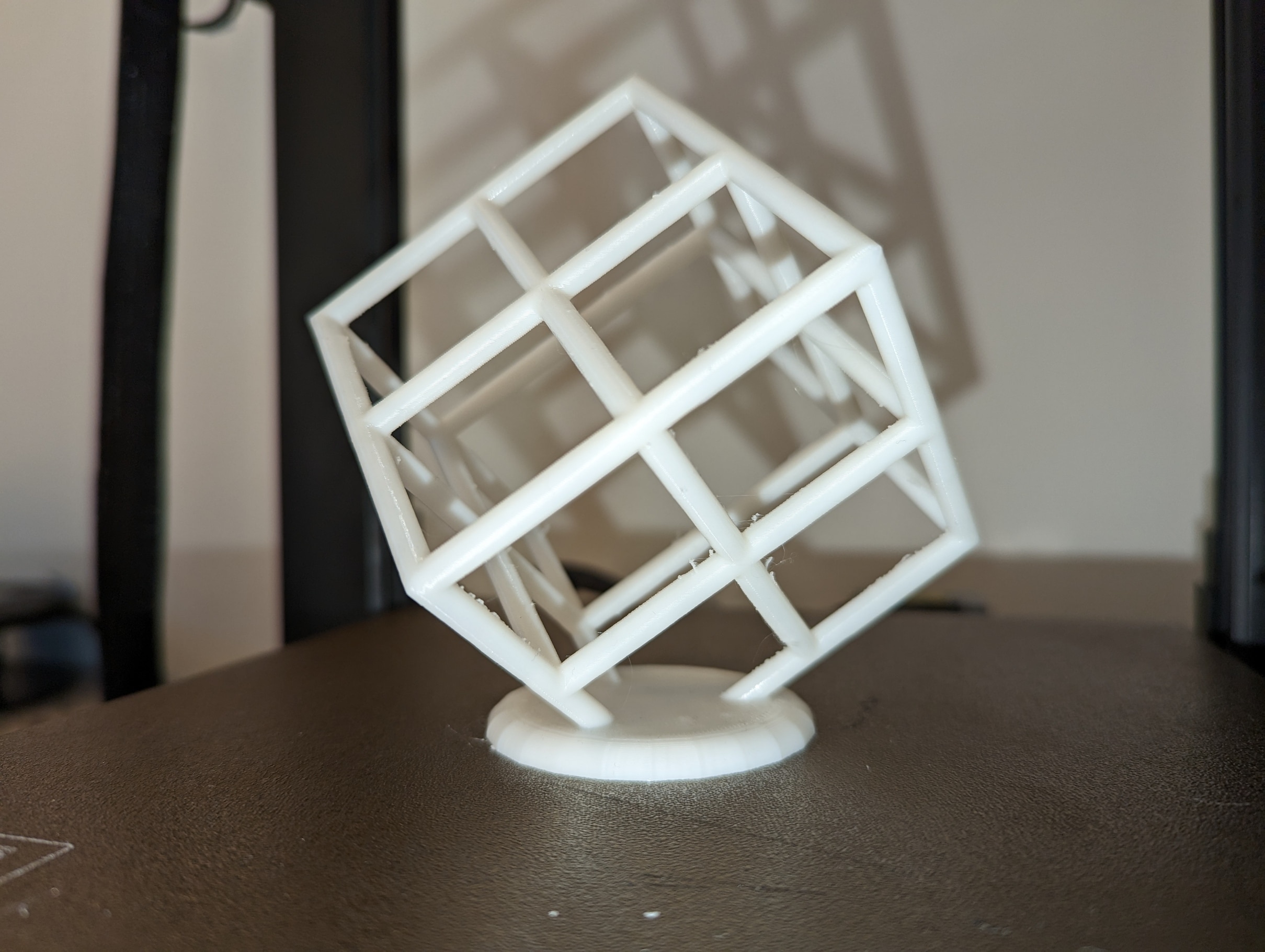
Danach kam der Torture Latice Cube wieder in die engere Wahl, wie ich den Drucker quälen will. Das Ergebnis ist beachtlich. Nach 2:15 h war auch hier der Druck beendet und das Ergebnis ist wirklich klasse geworden. Hie und da minimale Stringing-Anfänge, aber nichts wildes. Jede Schicht ist sauber aufeinander gebaut und schaut auch auf der Unterseite wirklich super aus. Und ja ich weiß, das spiegelt das Bild nicht wider^^
Ein weiterer Torture Test musste natürlich sein. Der ist durchschnittlich gut, was die Überhänge und die finalen Spitzen angeht. Hier war die Drucktemperatur für das verwendete PLA Filament noch etwas zu hoch eingestellt, das erkennt man am Stinging. Die Spitzen sind nicht ganz so sauber wie ich es erwartet hab, hier ist der Ankermake M5 präziser und feiner. Zeitlich nimmt sich das aber nicht viel.
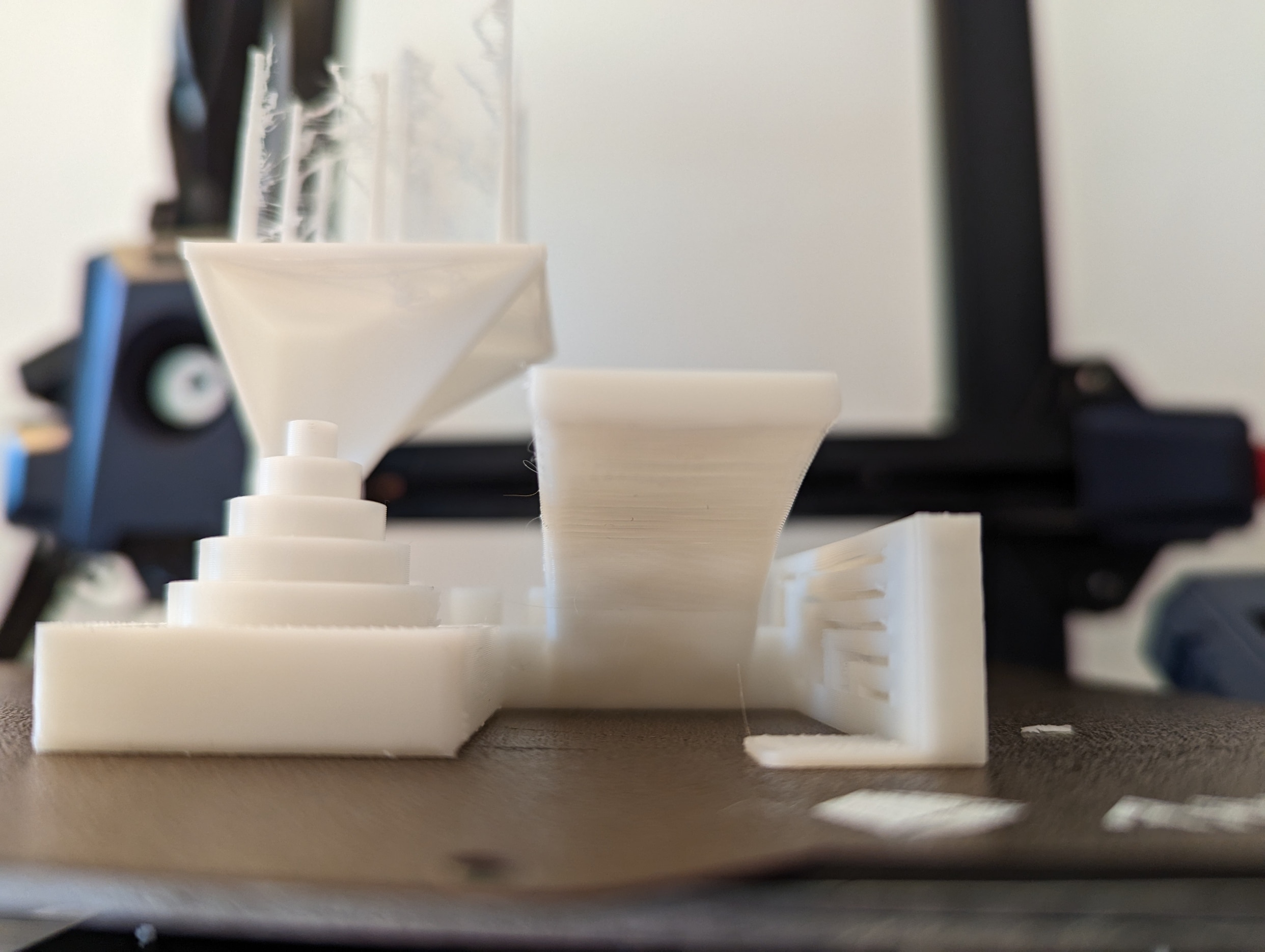
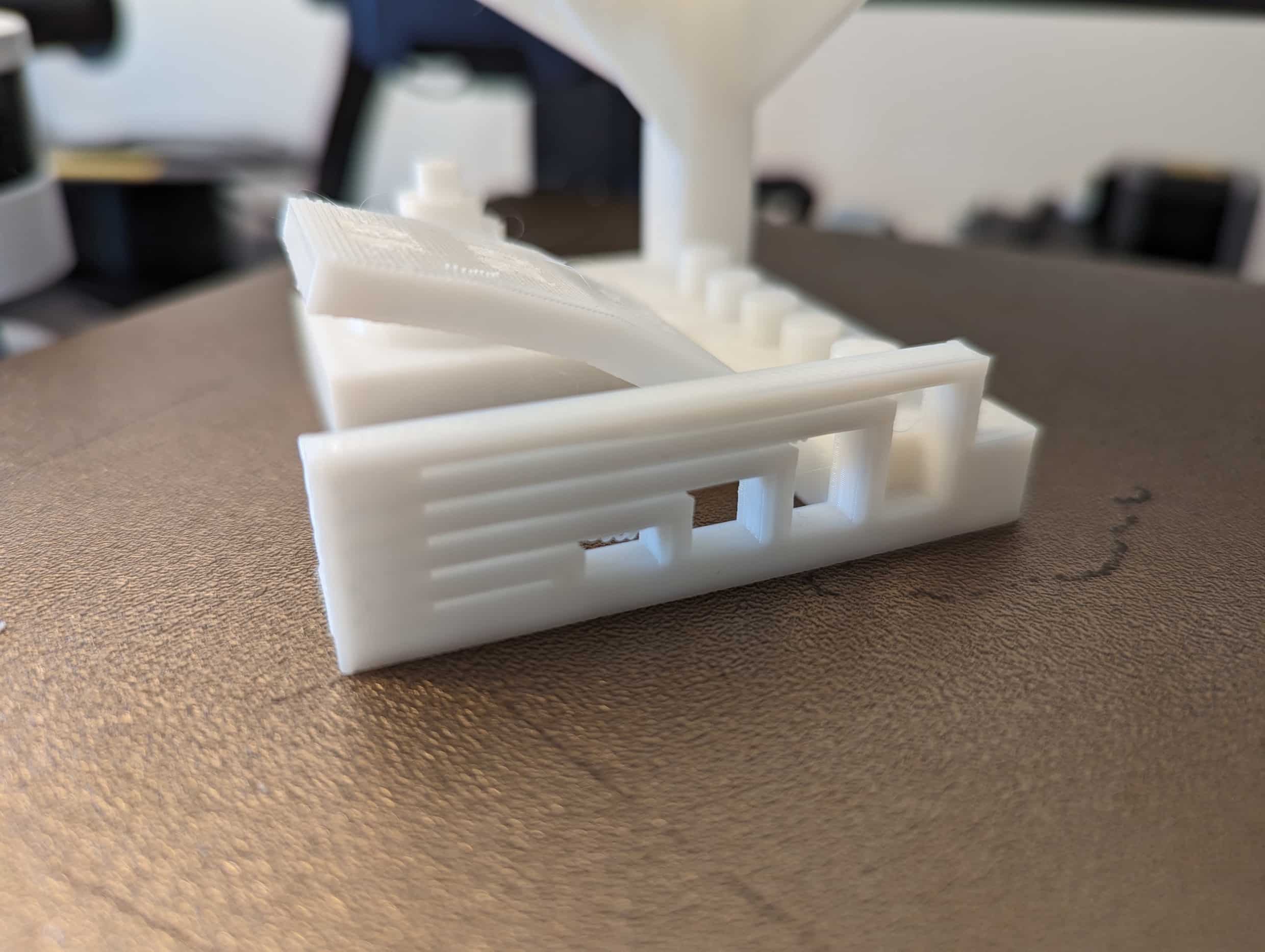

(Überhänge sind in Ordnung, die feinen Spitzen zum Ende hin nicht ganz sauber und mit ein wenig zu viel Stringing versehen)
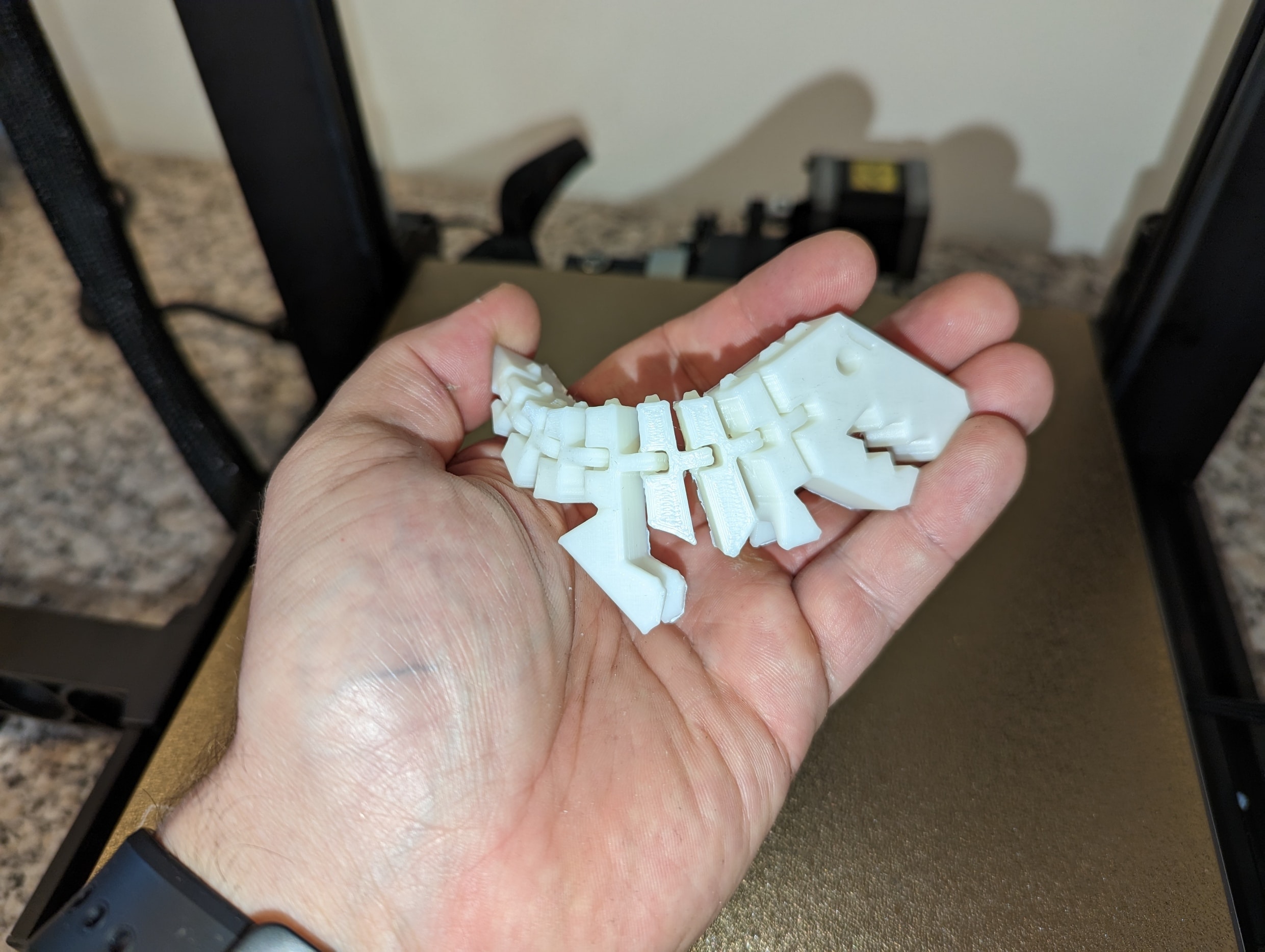
Kurz noch ein Flexi Dino gedruckt, das Resultat seht ihr ja hier. Da gibt es nichts zu beanstanden.
Einzeldrucke haben meist eine sehr gute Druckqualität. Lege ich aber mehrere Modelle auf die Platte, beispielsweise wie in meinem Fall Arme, Torso und Kopf einer Batman Figur, ja dann erkennt man verschobene Schichten und eine nicht mehr so schöne Druckqualität.
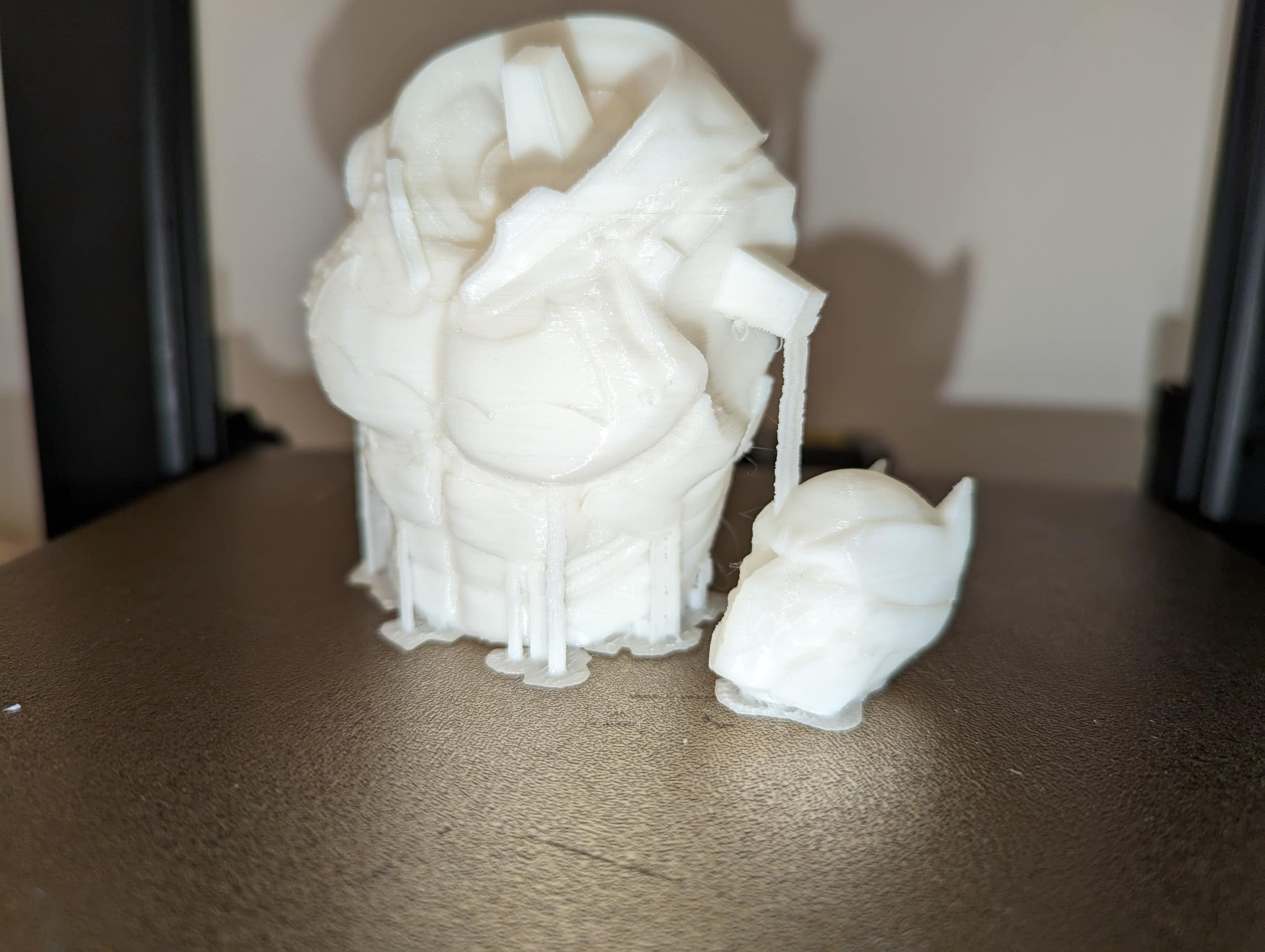
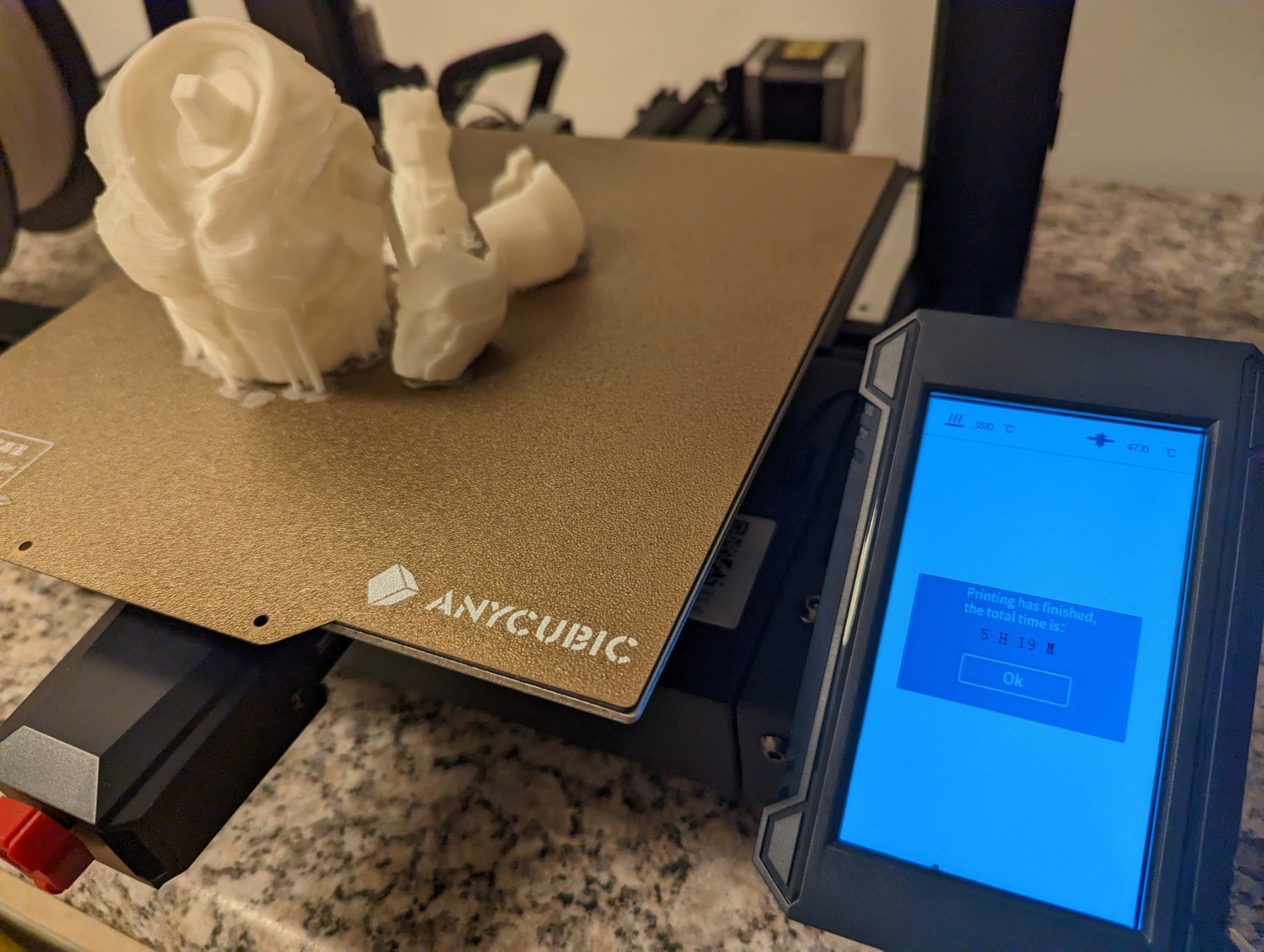
(Mehrere Drucke auf einmal ist nicht so sauber wie einzeln gedruckt)
Ok, den Torso druckte ich in 3h erneut einzeln aus, den Unterschied erkennt man mit bloßem Auge. Der Einzeldruck sieht sichtbar besser aus.

(Den Torso einzeln gedruckt in sichtbar besserer Qualität)
Das spiegelte dann aber nicht die große in 9:30 h gedruckte Basis für Batman wider. Hier sehe ich erneut unsaubere Schichten auf geraden Flächen. Auch, dass sich die Qualität der Schichten im Druck unterscheidet. Mal recht sauber, mal hervorstehend. An der Riemenspannung lag es aber nicht, denn das danach gedruckte kleinere Modell mit dem Bein von Batman kann wieder überzeugen. Am Filament konnte es so also schon mal nicht liegen.

Die beiden Beine, der Rumpf und die restlichen Teile hab ich auch einzeln gedruckt und hier passte die Qualität wie bei den anderen kleineren Teilen auch. Hier und da hat man zwar auch Ghosting, also Doppelkonturen, die fallen aber nicht so stark ins Gewicht.


Wie üblich fokussiere, ich mich eher auf PLA da es halt einfacher zu Drucken ist als beispielsweise ABS. Klar kann ich auch PETG, TPU, ABS, Nylon und co. drucken, wenn ich die Temperaturen und auch Geschwindigkeiten anpasse. Die Düsentemperatur von maximal 260°C gibt es auf jeden Fall her und auch das Druckbett kann mit über 100°C genug Haftung herstellen. Sollte es mal nicht haften: sauber machen, blaues M3 Tape draufkleben oder mit einem Prittstift nachhelfen. Gerade bei ABS sehr praktisch um Warping oder ein Lösen von der Druckplatte zu verhindern.
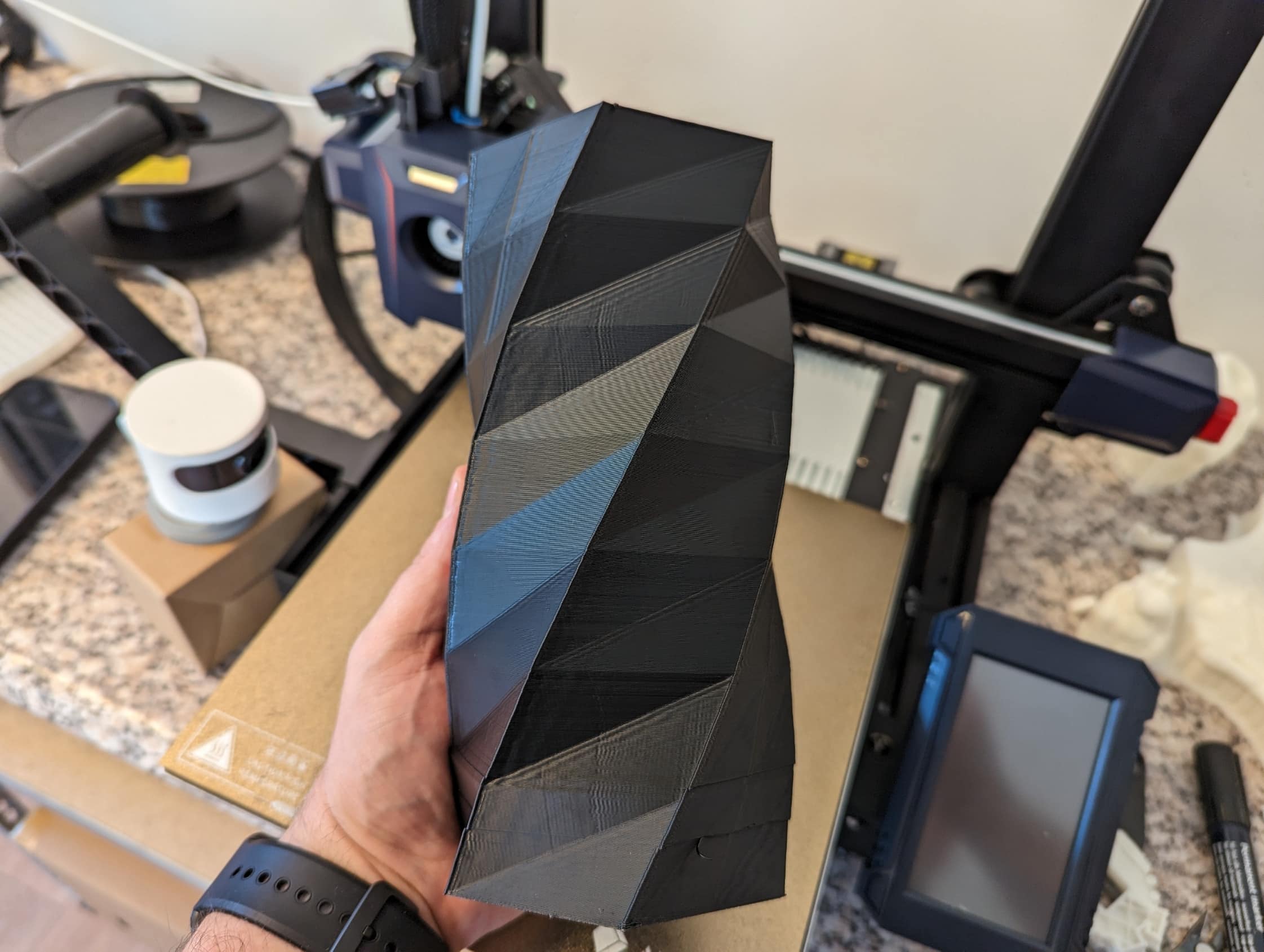

(PETG klappt auch, ist aber nicht zwingend der schönste Druck, sieht man besonders gut am Ghosting der Vase)
Einstellungen während des Druckens
Wirklich viel offenbart Anycubic hier nicht. Eine wichtigen Punkt haben sie aber glücklicherweise nicht vergessen: den Z-Offset Wert des Z-Achsen 0-Punktes. Den kann ich einfach anpassen falls das Autoleveling doch nicht ganz so ist wie man es sich für die Erste Schicht vorstellt. An den Temperaturen für die Düse und das Druckbett, wie auch dem Lüfter kann man schnell drehen, das passt.
Bei der Einstellung der Geschwindigkeit hätte ich mir mehr Möglichkeiten gewünscht. Man kann den Druck leider nicht auf beispielsweise 50% der Geschwindigkeit herunter drehen. Stattdessen liegen 3 Wählbahre Profile vor: Stable, Standard und Sport. Stable bedeutet 80% der Druckgeschwindigkeit und Sport 120% der voreingestellten Geschwindigkeit.
Stellt man beim drucken fest das die Geschwindigkeit zu hoch ist kann ich sie eben nur um 20% reduzieren, beim ausprobieren von PETG oder ABS wäre es natürlich super hier mehr einstellen zu können, falls man ein Modell im Slicer eben nicht mit jedem Parameter oder der Geschwindigkeit angepasst hat. Im Eifer des Gefechts mit unterschiedlichen Materialien kann das schon mal vorkommen.
Somit bleibt dann oft nichts anderes über als den Druck anzuhalten und das Modell im Slicer mit den entsprechenden angepassten Parametern neu zu bearbeiten und neu zu drucken.
Einschätzung der Druckqualität
Durchaus kann man mit 250mm/s auf dem Kobra 2 drucken, empfohlen wird aber eher die 150 mm/s Geschwindigkeit, die von Werk aus auch im Slicer mit dem entsprechenden Profil hinterlegt ist. Da bekommt man auch ein leicht besseres Druckbild als mit 250mm/s. Das liegt sicherlich auch einfach an der Stabilität des Aufbaus, die eben eher rudimentär wie bei den meisten Druckern gelöst ist.
Das Druckbild ist bei einem Ankermake M5 aber besser, kostet aber auch das doppelte, druckt aber durchgehend schnell in gleichbleibender Qualität. Der M5 ist mittlerweile, dank Firmware und Slicer Update, in der Lage mit 500 mm/s zu drucken. Das immer noch ein sauberes Benchy Schiffchen in 17 Minuten Druckzeit zaubert.
Da kann der Kobra 2 natürlich nicht mithalten, weder preislich noch von dem Gewicht und der Stabilität des 800€ M5 Druckers. Das gegebene Druckbild in der bis zu 250 mm/s Geschwindigkeit ist aber schon ordentlich, wenn man den teils schon unter 300 $ Kurs beachtet. Die Druckfläche ist ausreichend, der Druckkopf leicht zu warten und die gegebene Qualität der Einzeldrucke ist meist echt super, bis auf ein mehr oder weniger stark vertretendes ghosting.
Haftung Druckbett
Hier kann ich tatsächlich nicht klagen, egal ob PLA mit ~60°Coder PETG mit 80°C Druckbett Temperatur. Die Drucke hielten gut und auch ziemlich fest auf der PEI Federstahlplatte. Haftungsprobleme lagen somit nicht vor, auch nicht bei größeren Modellen. Die Wärmeverteilung auf dem Druckbett ist in Ordnung, unterscheidet sich aber in allen 4 Ecken hin zu Mitte gerne mal um 3-6 °C. Wie gesagt, die Haftung beeinflussten diese Werte aber nicht.
Lautstärke und Vibration
Die Lautstärke des Bauteillüfters und des Gerätes an sich ist recht laut wahrnehmbar. Hier muss man sich schon eine Ecke aussuchen, in der man sich nicht den ganzen Tag aufhält. Kurz gesagt mit an die 55dB – 70dB Lautstärke ist es nichts für zartbesaitete Ohren. Die Vibrationen während des Druckens sind auf der Tischplatte spürbar, der Drucker kompensiert das durch sein eher geringes Gewicht von 8,4 kg nur bedingt. Mit der Lautstärke und den Vibrationen währen des Druckes ist es dann doch eher ein Drucker der mit 150mm/s gemächlicher drucken sollte.
Ebenso kommt es während der Drucke auch ab und an zu unschönen Quietschgeräuschen oder das hörbare schleifen der Düse über den aktuellen Druck.
Doppelte Z-Achse leider nur einseitig motorisiert, die zweite Achse wird über einen Zahnriemen geführt. Das dürfte aber eigentlich nicht ins Gewicht fallen, auch wenn man größere/höhere Drucke vornimmt. Das haben ja schon andere Drucker so bestätigt.
Slicer
Wer die Qual hat, hat die Wahl? Oder war es andersrum? Wie auch immer PrusaSlicer und Cura liegen vor, mit angepassten Profilen. Eventuell ist die MicroSD Karte leer, dann könnt ihr auf Anycubics Webseite die Dateien aber herunterladen. Wirklich anpassen musste ich nichts, lediglich die Geschwindigkeit kann man auf 250mm/s anheben, wenn man sie denn auch nutzen will. Den Rest hab ich automatisiert gelassen. Wer mit PETG oder ABS drucken will, muss so oder so an der Geschwindigkeit etwas herunterschrauben.
Bugs und Fehler
Grundsätzlich läuft der Drucker sehr sauber und stabil, ohne wirkliche Probleme. Allerdings hatte ich 2 Stopps im Druck der Batman Basis, da angeblich das Filament nicht mehr ausreichte. Mit einem Druck auf Fortsetzen klappte es aber ohne Probleme bei beiden Zwischenstopps. Später kam der Fehler ebenso bei einem der beiden gedruckten Beine. Einen Versatz hab ich nach dem Fortsetzen des Druckes nicht, aber ein Stopp zwischendurch, den man eventuell nicht so schnell mitbekommt, weil man nicht zugegen ist, ist dennoch irgendwie doof. Scheinbar war was mit meiner Filamentspule nicht mehr ganz so in Ordnung, Bei PETG kam das kleine Problem nicht vor.
Bei ein zwei Modellen kam es beim Drucken mit PETG aber zu Layerschifts, also einem Versatz in der gerade gedruckten Schicht. Das ist unschön und versaut den Druck gehörig. Außer man trennt die verschobene Schicht nach dem Druck ab und klebt sie passend auf das Modell. Wenn man das will…Ansonsten bleibt einem nur der Neudruck.
Stromverbrauch
Die Angabe des Herstellers des Netzteils liegt bei maximal 400 Watt Leistungsaufnahme. Im Betrieb benötigen die Drucker aber selten die volle Leistung. Beim Anheizen verbraucht man mehr als während des Drucks, wo nur schubweise Energie zum Halten der Temperatur benötigt wird. Gemessen liegen wir dann Initial beim Aufheizen bei ~300W und im Schnitt beim Drucken mit 200°C Hotend und 60°C Druckbett bei gerade mal ~165 Watt Verbrauch.
Fazit /Einschätzung: Anycubic Kobra 2 kaufen?
Durchweg zum günstigen Preis ein Blick oder auch Kauf wert. Die 250 mm/s können nicht mit jedem Druck ausgeführt werden, das Druckbild leidet bei der Geschwindigkeit minimal drunter, ebenso ist der Lüfter und die Betriebsgeräusche recht hoch. Ebenso sollte man einzelne Modelle drucken, um das bestmögliche Druckbild zu erhalten. Belegen der Druckfläche mit mehreren Modellen führt zu sichtbar schlechteren Layern.
Das Autoleveling klappte bei mir ziemlich gut. Hier und da hab ich aber doch nochmal an der Ausrichtung des Nullpunktes der Z-Achse nachgestellt.
Wofür der Silikon Block zum sauber halten/abwischen der Düse ist, weiß ich jedoch nicht so recht. Während des Druckes wird er nicht benutzt und nach dem beenden Drucken auch nicht. Mit dem Beginn des Druckes wird auch wieder eine kleine Spur Filament auf dem Druckbett gedruckt. Der Silikon Block wird eigentlich nur beim Auto Leveling genutzt. Das hätte man sich somit eigentlich auch sparen können.
Eine App Anbindung legt nicht vor, ebenso wenig eine LAN oder USB Verbindung zum PC. Technisch braucht sich der Drucker aber absolut nicht vor der Konkurrenz im 400€ Segment verstecken, der Geschwindigkeitsvorteil liegt auf der Hand. Wenngleich die Promo Bilder mit den Vergleichszeiten von Anycubic etwas zu drastisch dargestellt sind, was die Grundgeschwindigkeit anderer Drucker betrifft.
Die Druckqualität und Geschwindigkeit ist aber für einen normal aufgebauten kartesischen Drucker bei 250 mm/s aber schon nicht schlecht, wenngleich das Ergebnis mit 150mm/s immer etwas sauberer ist.

Alex78
14.08.2023, 17:56geht damit auch Knie Gelenke drucken