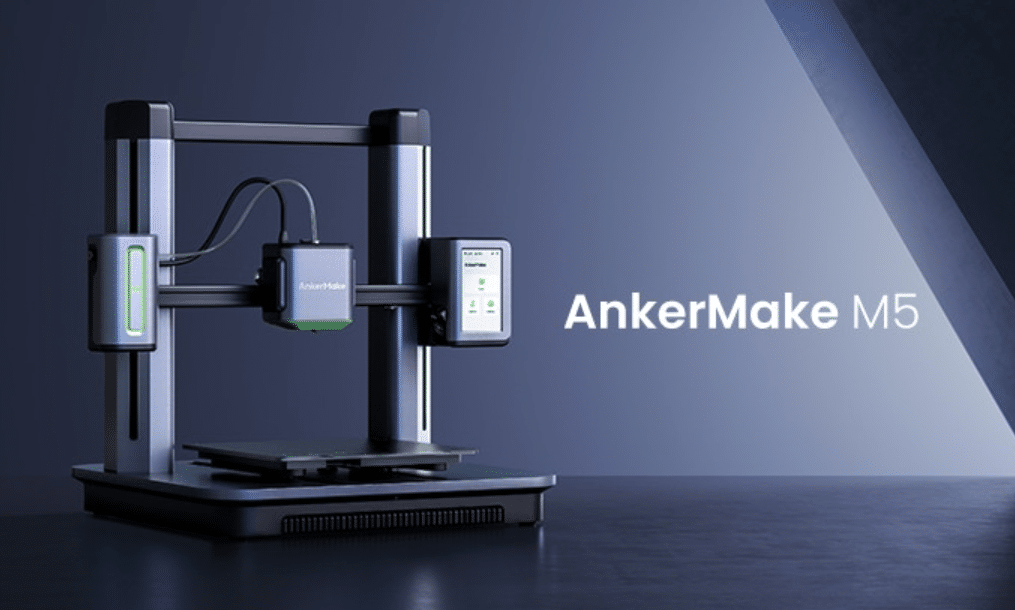
AnkerMake M5 ab – Schick, flott & sehr zuverlässig auch im Jahre 2024 noch! bis zu 250 mm/s, nach Update 500 mm/s, Autolevel Sensor, Kamera, App
Anker kennt ihr sicherlich von Powerbanks und Ladekabeln und ebenso sicherlich auch den Audioableger Soundcore. Jetzt will der Hersteller auch im 3D-Druck Bereich punkten, aber nicht irgendwie sondern mit geballter Kraft: der AnkerMake M5 kann bis zu 250mm/s an Druckgeschwindigkeit erreichen und so 5x schneller sein als ein herkömmlicher 3D-Drucker. Nach einem kostenlosen Firmware Update ist er nun sogar in der Lage mit 500 mm/s zu drucken!
Mittlerweile ist der Preis von UVP 699€ spürbar gefallen und so bekommt man den wirklich guten und verdammt schicken 3D Drucker bereits für 0,00€ auf .
Mit einem kürzlichen Software Update hat der Hersteller sogar die Druckgeschwindigkeit und Beschleunigung auf 500mm/s und 5.000 mm/s² erhöht. Mehr dazu weiter unten.
| Vorteile | Nachteile |
| + Sehr schneller Aufbau, kein Vorwissen notwendig | – Lüfter ziemlich laut |
| + automatisches 49 Punkt Druckbett Leveln | – Fokus auf PLA legen für diese Druckgeschwindigkeit |
| + Eigener Ankermake Slicer (Cura Basis) | – höherer Preis als angekündigt (mittlerweile gesunken aufgrund längerer Verfügbarkeit) |
| + App Anbindung+ Kamera Zugriff/Nachtsicht | – AI-KI Erkennung funktioniert noch nicht richtig (nach Updates aber besser) |
| + Super schnelle saubere & zuverlässige Drucke | |
| + Stabile Konstruktion | |
| + kostenloses Update auf 500mm/s ! |
Im übrigen hat Anker auch eigenes Filament in den Umlauf gebracht. Die 1 Kg Rollen oder auch 2er Bundles bekommt ihr auf Amazon.de im Angebot.
Technische Daten des AnkerMake M5
| AnkerMake M5 | |
| Drucktechnik | FDM |
| Druckfläche | 235 x 235 x 250 mm |
| Abmessung Drucker / Gewicht | 502 x 438 x 470 mm / 14,3 kg |
| Druckgeschwindigkeit / Beschleunigung |
|
| Genauigkeit | ±0,1 mm |
| Arbeitsgeschwindigkeit | 50-250 mm/s, nach Update auf neuste Firmware 500mm/s |
| Extruder | Ultra Direct Extruder |
| Düsengröße | 0,4 mm, 1,75 mm Filament |
| Düsentemperatur | max. 260° |
| Druckbetttemperatur | 100°C |
| Lautstärke im Betrieb | max. 50dB |
| Software | Anker Eigenentwicklung (Cura Basis), Ankermake (App/PC/MacOS) |
| Features |
|
| Anbindung | WLAN, USB-Typ-C, USB Kabel |
| Prozessor | Ingenic X2000 Dual XBurst 1,2 GHZ+ XBurst 240MHz, Marlin STM32F407 |
| Stromverbrauch | 350W |
Testberichte / Erfahrungen / Meinungen
Schneller Aufbau in 15 Minuten
Wer schon einmal günstige 3D-Drucker gekauft hat, weiß wie Zeitaufwändig der Aufbau sein kann. Anker will diesen Schritt umgehen und verspricht, auch als Laie, einen Aufbau von ~15 Minuten. Bei unserem exklusiven Besuch in London bei der Anker Präsentation wurde geschildert, dass lediglich der fertige Z-Achsenaufbau mit 4 bereits im Gehäuse befindlichen Schrauben, verschraubt werden muss und man danach wohl schon einsatzbereit wäre.
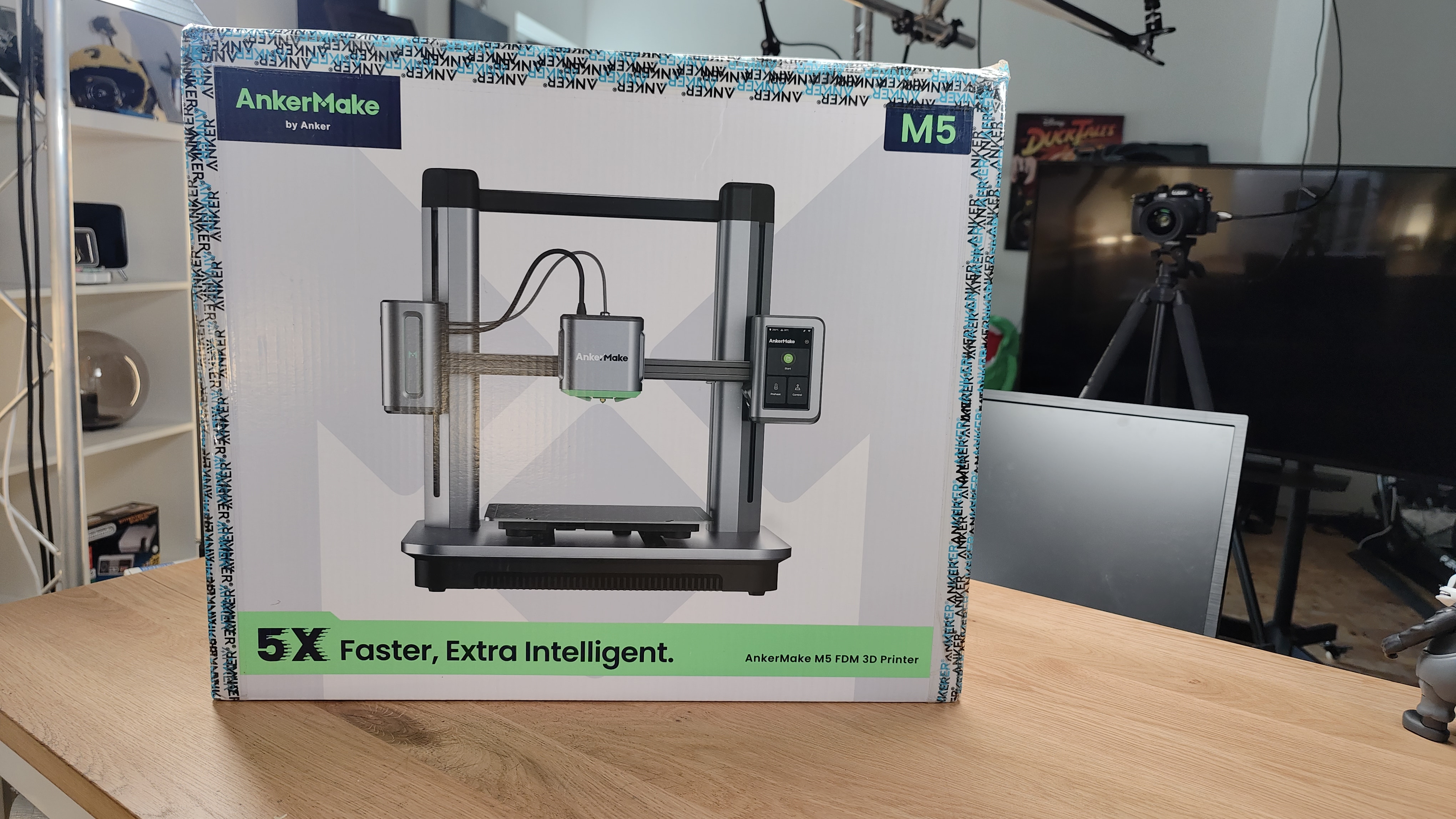
Gut verpackt mit viel Zubehör
Die Umverpackung fällt recht groß aus, der Inhalt ist aber sehr sicher verpackt. Dem Lieferumfang liegen sogar ein zweiter Druckkopf und mehrere Messingdüsen in unterschiedlichen Größen vor. Anker geht hier wohl direkt von einem höheren/schnelleren Verschleiß aus. Bei der immensen Druckgeschwindigkeit aber verständlich. Immerhin spart man gut die Hälfte, oder mehr, der Druckzeit ein.


Flotter Aufbau mit wenigen Schrauben
Der Aufbau ist tatsächlich nicht wirklich der Rede Wert. Das richtet sich auch an Einsteiger. Wer noch nie einen 3D Drucker in Betrieb genommen hat, dem macht es Anker ziemlich einfach.
Eventuell benötigt man aber noch ein paar Hände zur Unterstützung, alleine geht es auch, wird aber etwas fummelig. Der Z-Achsenaufbau wird auf den unteren geschlossenen Korpus, inklusive zweier Kabel gesteckt und die Verschraubung befindet sich auf der Unterseite unter einem abnehmbaren Kunststoffdeckel verborgen.
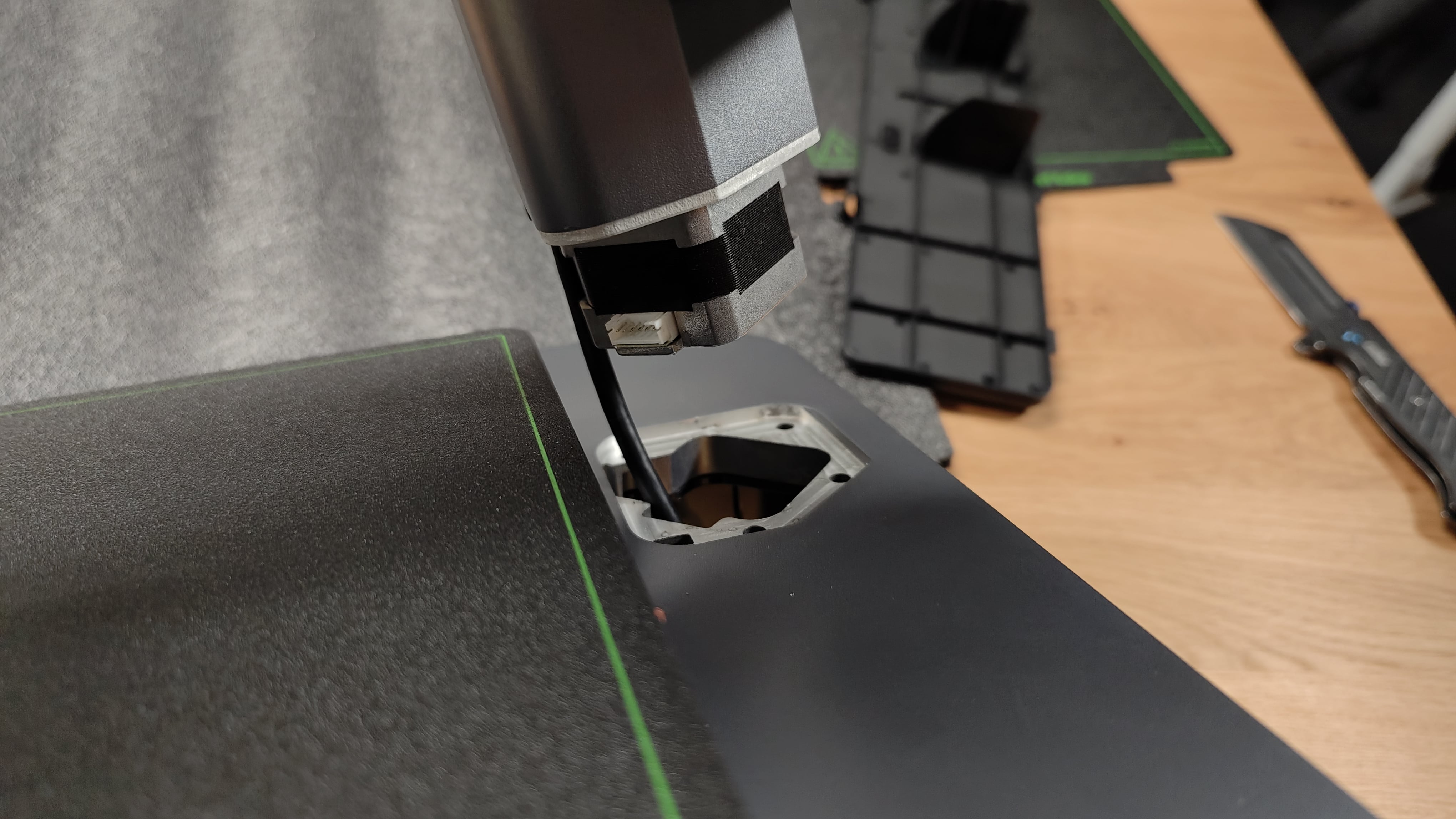
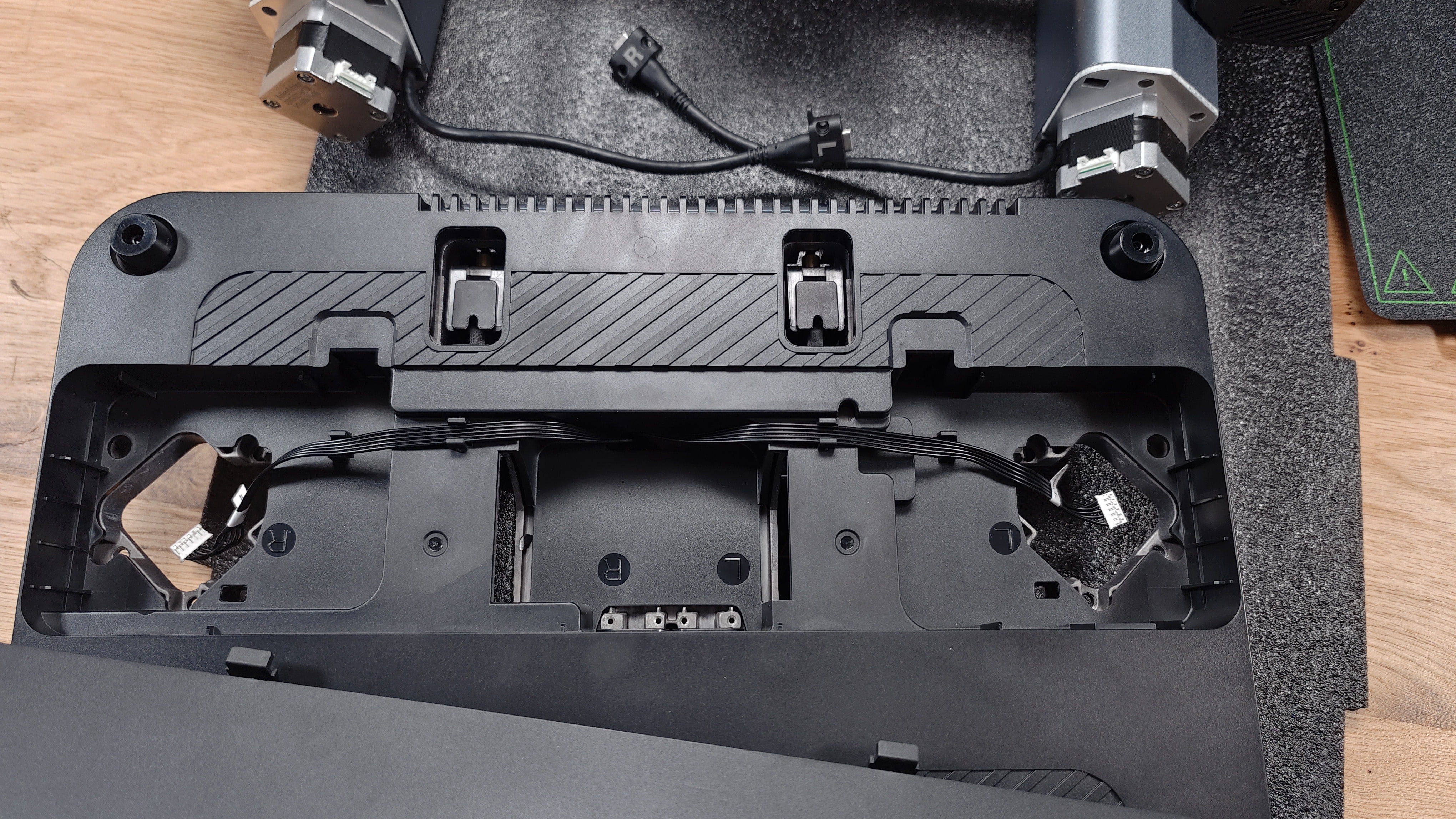

Hat man die 4 Schrauben je Seite verschraubt, klemmt man die kurzen Motoren-Kabel an jeder Seite an und führt die längeren schwarzen USB-Typ-C Kabel mittig zu der jeweiligen Aufnahme und verschraubt sie ebenso mit jeweils 2 Schrauben. Danach kann das Fach wieder geschlossen werden.
Nun muss nur noch der Filamentrollenhalter mit 4 Schrauben befestigt werden. Fertig. Zeitansatz: keine 10 Minuten.
Hierbei fällt direkt der schwere und stabile Aufbau des Druckers auf. Die Grundfläche ist groß und wirkt sehr massiv. Auch der Z-Achsenaufbau ist dicker und stabiler als man es von den üblichen Rahmenprofilen anderer Hersteller her kennt. Beim schnellen Drucken wurden hier kaum Vibrationen auf den Tisch übertragen.
Die beiden Bänder der Y-Achse können bei Bedarf auch schnell über die Rückseite gespannt werden.

Schnelle Drucke des Prototypen
Je schneller man drucken kann, umso weniger Zeit und Strom benötigt man für das Projekt. Das schreiben sich natürlich viele Drucker auf die Fahne, können es aber nur bedingt umsetzen. Die Bewegungsgeschwindigkeit liegt bei 250mm/s und Außenwände werden auch mit 250mm/s gedruckt. Das lässt sich natürlich auch geringer im Slicer einstellen, sofern notwendig. Dass die hohe Druckgeschwindigkeit nicht nur leere Phrasen sind, konnten wir in London beobachten.
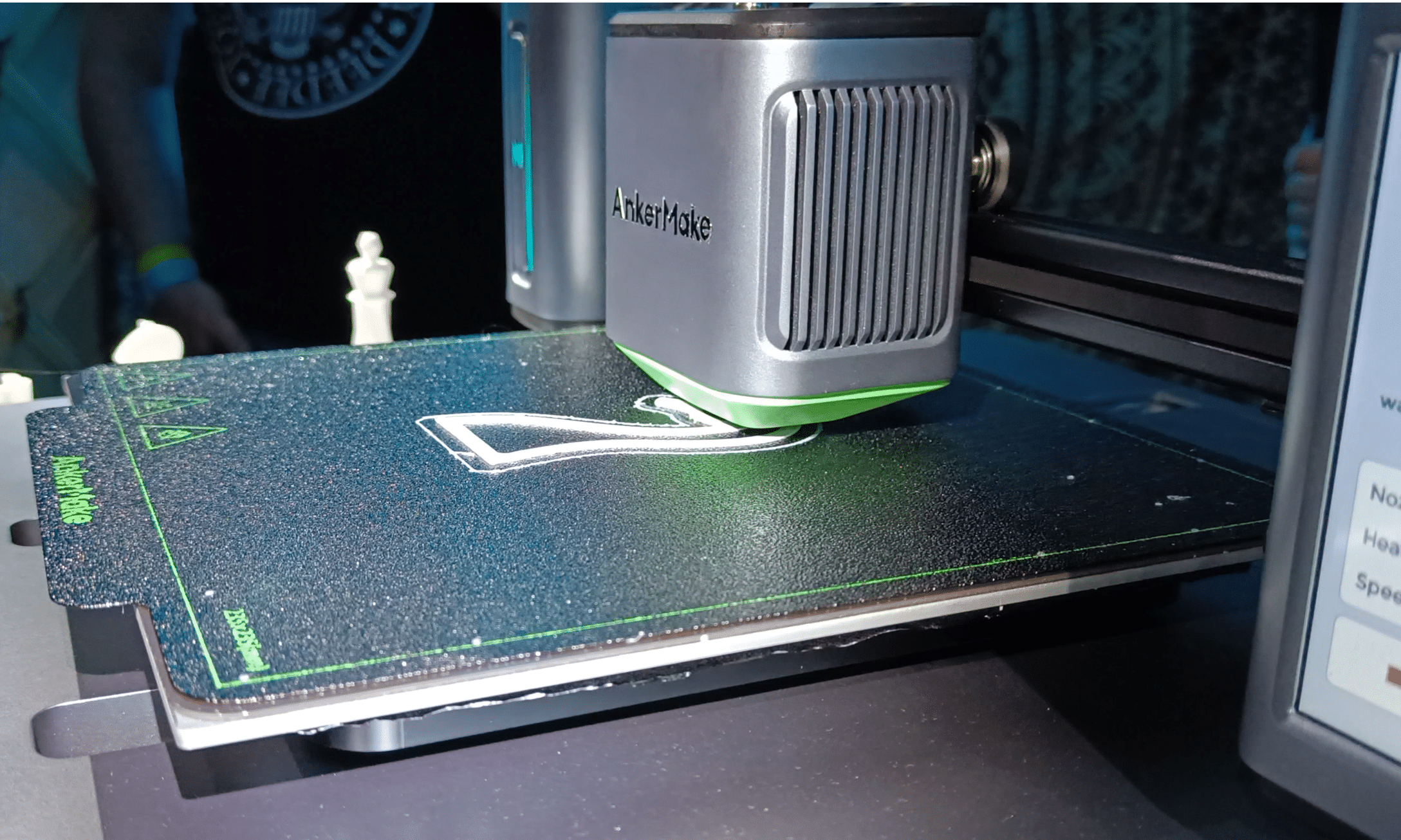
Viel wichtiger bei hoher Geschwindigkeit ist natürlich auch die Druckqualität. Je nach verwendeten Einstellungen und genutztem Filament schwanken die Ergebnisse. Durchweg war das Druckergebnis aber immer noch ziemlich gut, wenn man bedenkt welch hohe Bewegungsgeschwindigkeit hierbei erreicht werden kann. Dafür das es nur ein normaler kartesischer Drucker ist, ist die Qualität schon beachtlich.
Sehr schnelle Drucke der finalen Version
PLA Drucke
Habt ihr schon mal ein Benchy Schiffchen in 41 Minuten gedruckt? Nein? Ich auch nicht. Beim ersten Start werdet ihr vermutlich verdutzt gucken, wie flott selbst die erste Schicht gedruckt wird. Krass, einfach nur krass.
Und vor allem ist das Ergebnis verdammt gut, da kann man eigentlich kaum etwas bemängeln. Klar perfekt ist es nicht, für die kurze Druckzeit aber einfach enorm. Normalerweise bedarf es um die 1:15 Minuten je nach Drucker und Einstellung.
Die folgenden Bilder spiegeln aber wie so oft nicht das realistische Ergebnis per Auge wider. Kameras ziehen immer die Drucklinien sichtbarer hervor, ebenso schwankt das in den Aufnahmen mit dem jeweiligen Lichteinfall stark. Ebenfalls wird es Unterschiede bei anderen Filament geben. Hier sollte man keinesfalls sparen.


(Beiliegendes Filament von Anker)
Die zweite Testdatei ist ein Torture Drucker Test. Auch der ist super flott unterwegs und auch hier passt die Qualität. Gerade die Spitzen am Ende beeindrucken mich schwer. Sauber, spitz, ohne Würste. Bei der Geschwindigkeit. Hammer. Ich bin wirklich begeistert.
Gut die Haftung ohne Brim war nicht so toll, ein paar längere Überhänge sind nicht perfekt gerade, aber ansonsten wunderbar. Die Druckzeit lag bei etwas über 2h.


(Beiliegendes Filament von Anker)
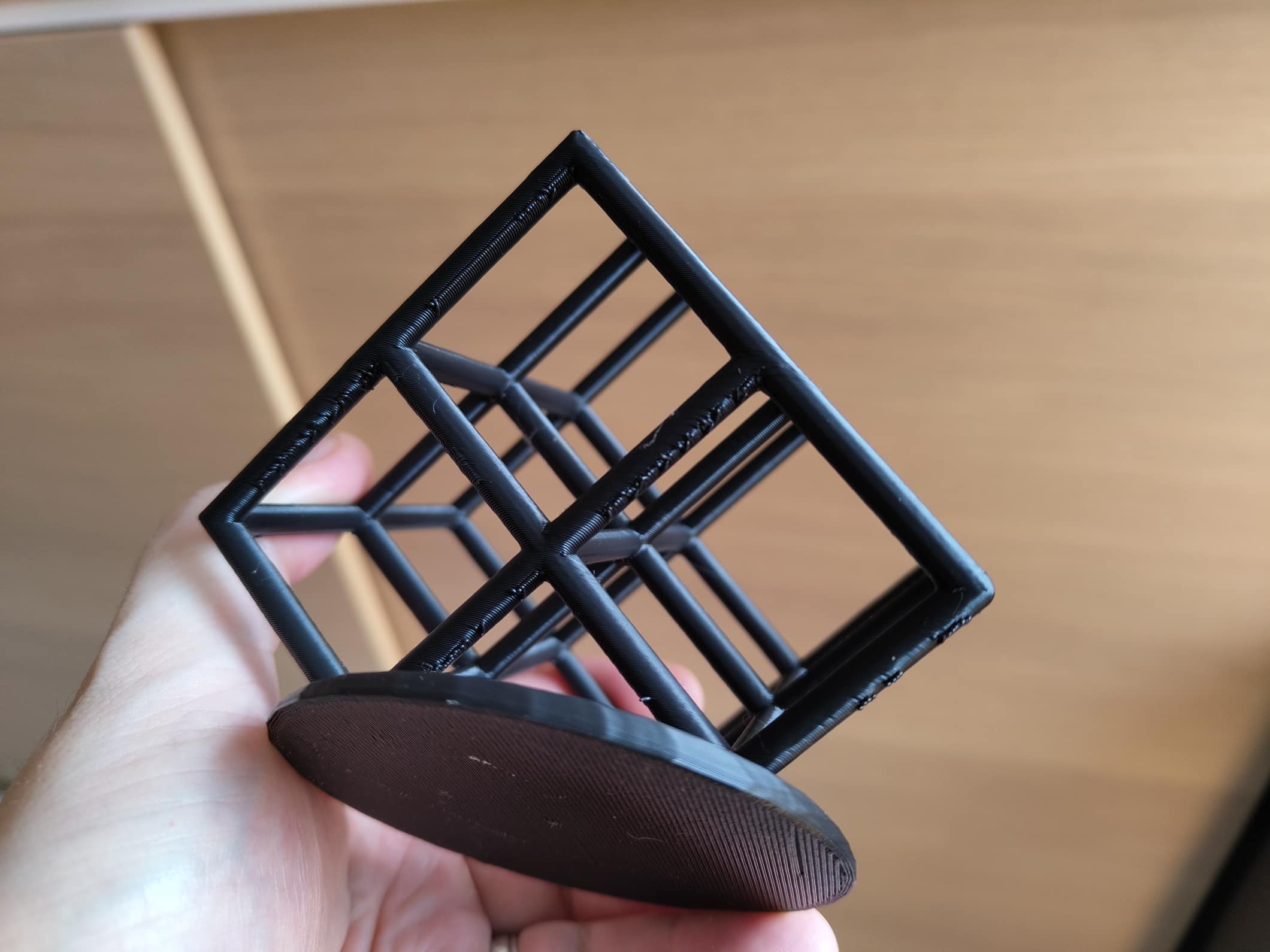
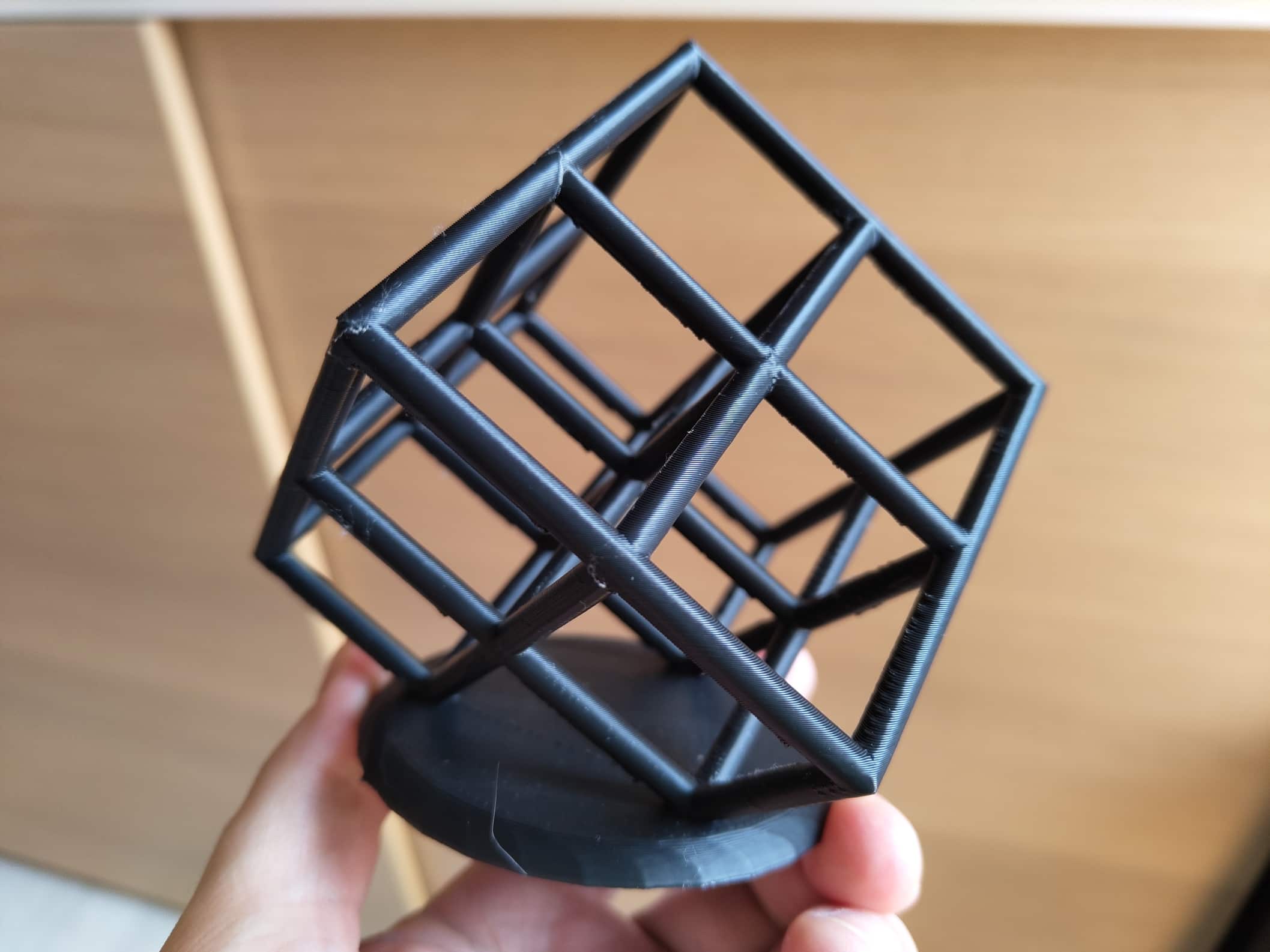
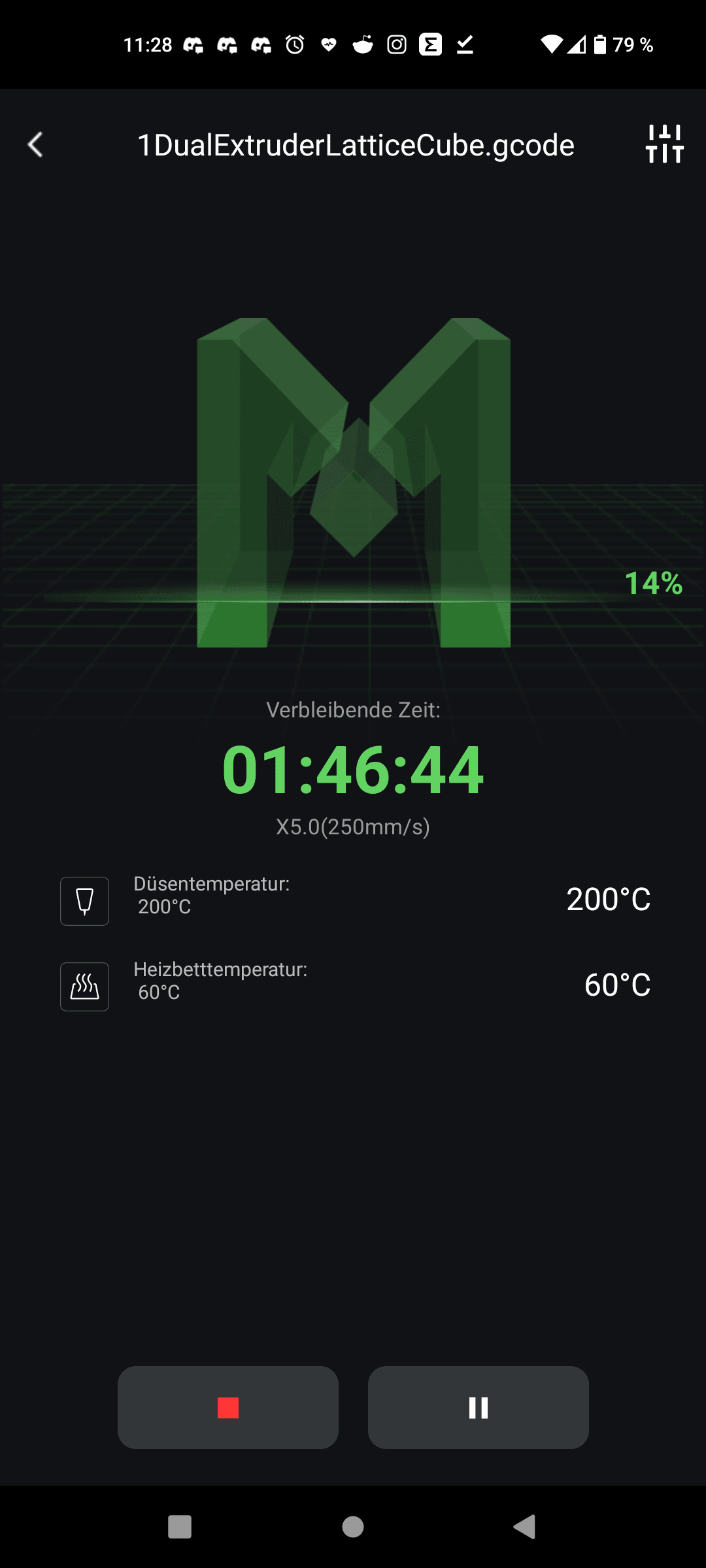
Um den Drucker und die hohe Geschwindigkeit im verbunden mit der Kühlung mal richtig auszutesten, hab ich erneut den Torture Lattice Cube gedruckt. Was soll ich sagen… So gut und vor allem so schnell hab ich den Würfel noch nie gedruckt gesehen.
Nach etwas über 2 Stunden war er fertig. Normalerweise druckt man hier 4-5 Stunden. Die Unterseite, die üblicherweise immer das Problem ist, sieht sehr gut aus. Klar auch hier sieht man die Ansätze des Druckers, aber im Gesamten das beste Ergebnis, das ich je in der Geschwindigkeit gedruckt hab!
(Beiliegendes Filament von Anker)
Flexibles Filament/TPU
Auch das klappt ohne Probleme. Allerdings sieht man hier das der Bug deutlich langsamer gedruckt werden muss um korrekt in Position abzukühlen. Aber der Rest der Kajüte schaut auch wirklich super aus. Dem flexiblen Filament geschuldet sind hier die Rundungen im Bullauge, also die kleinen Überhänge nicht so sauber wie mit PLA. Zeitansatz auch hier ~40 Minuten.


(YOYI TPU Filament)
PETG
Mit der Geschwindigkeit und der entsprechend angepassten Drucktemperatur der Düse/ des Druckbettes kann man theoretisch auch gut PETG drucken. Bei mir hat sich der Benchy Körper auf ungefähr der Hälfte des Drucks gelöst bzw. hatte ich Spagettisalat. Die AI KI hatte den Druck übrigens nicht automatisiert gestoppt.
Mit dem zweiten Versuch klappte es bedeutend besser. Was auch immer der Fehler beim ersten Versuch war. Die Pre -Settings hab ich direkt aus dem AnkerMake Slicer genutzt, Anpassungen lagen keine vor. Das Endergebnis kann sich erneut absolut sehen lassen. Zeitlich hat es etwas länger als via PLA gedauert, hier lag ich bei 51 Minuten.


(Geeetech PETG)
Filament Sensor
Der ist natürlich auch integriert und funktioniert sehr gut. Er erkennt zuverlässig wenn das Filament zur Neige geht oder auch abgerissen ist. Unbeabsichtigt hatte ich eine Filamentrolle die leider nicht sauber gerollt war. Entsprechend konnte das Filament nicht sauber gezogen werden.
Der Druck wurde nach dem erneuten einführen des Filamentes weiter durchgeführt, an den insgesamt drei Unterbrechungen sieht man aber eine kleine Trennung in der Schicht. Nicht unbedingt schön, aber immerhin konnte ich den 6 Stunden Druck vorsetzen. Letzteres ist auch beachtlich für die Druckgröße.
(Das müsste Giantarm Filament gewesen sein)
Filamentwechsel
Grundsätzlich funktioniert das gut, siehe Bilder oben. Der Wechsel des Filamentes klappt aber nicht so ganz wie vorgesehen. Reißt das Filament ab oder geht zu Ende stoppt der Drucker den Druck und zeigt eine Meldung auf dem Display an.
Die Düse muss erneut geheizt werden und man hat dann die Wahl das Filament zu schieben oder rückwärts fahren zu lassen. Der logischste Schritt wäre es rückwärts fahren zu lassen das er durch den Filamentsensor kommt, man den Rest greift und herausziehen kann.
Blöderweise fördert der Dirct Extruder aber nicht genug Material nach. Irgendwie auch logisch, da es der kürzeste Weg zur Düse ist, die Material länge reicht dann nicht aus die gut 7cm durch den Filamentsensor zu schieben.
Also fördert man das Filament doch automatisch nach vorne und lässt es geschmolzen über die Düse austreten. Damit schiebt man aber gut 12-15 cm Fialment durch die Düse, statt sie einfach hinten rausziehen zu können. Zeitlich dauert das eben auch ein wenig länger.
Ja, ok, man könnte natürlich auch einfach den PTFE Bowden Schlauch lösen und das Filament herausziehen, aber das ist recht fummelig mit links anliegenden Druckkopf. Am Extruder selbst will ich nicht fummeln, nicht das ich die Position minimal verändere und mir den Druck versaue.
Große Modelle drucken
Halloween steht vor der Tür, da kommt die hohe Geschwindigkeit des Ankermake M5 genau richtig. Mit den Einstellungen 0,2mm, 3 Außenwände, 6 Decken/Boden Ebenen und je nach Modell 5% Infill oder auch keins mit der 250mm/s Druckgeschwindigkeit für Außenwände arbeite ich hier.


(Standard Einstellung: 0,2mm, 250mm/s Innenwände/Support/Infill, Außenwände 150mm/s)
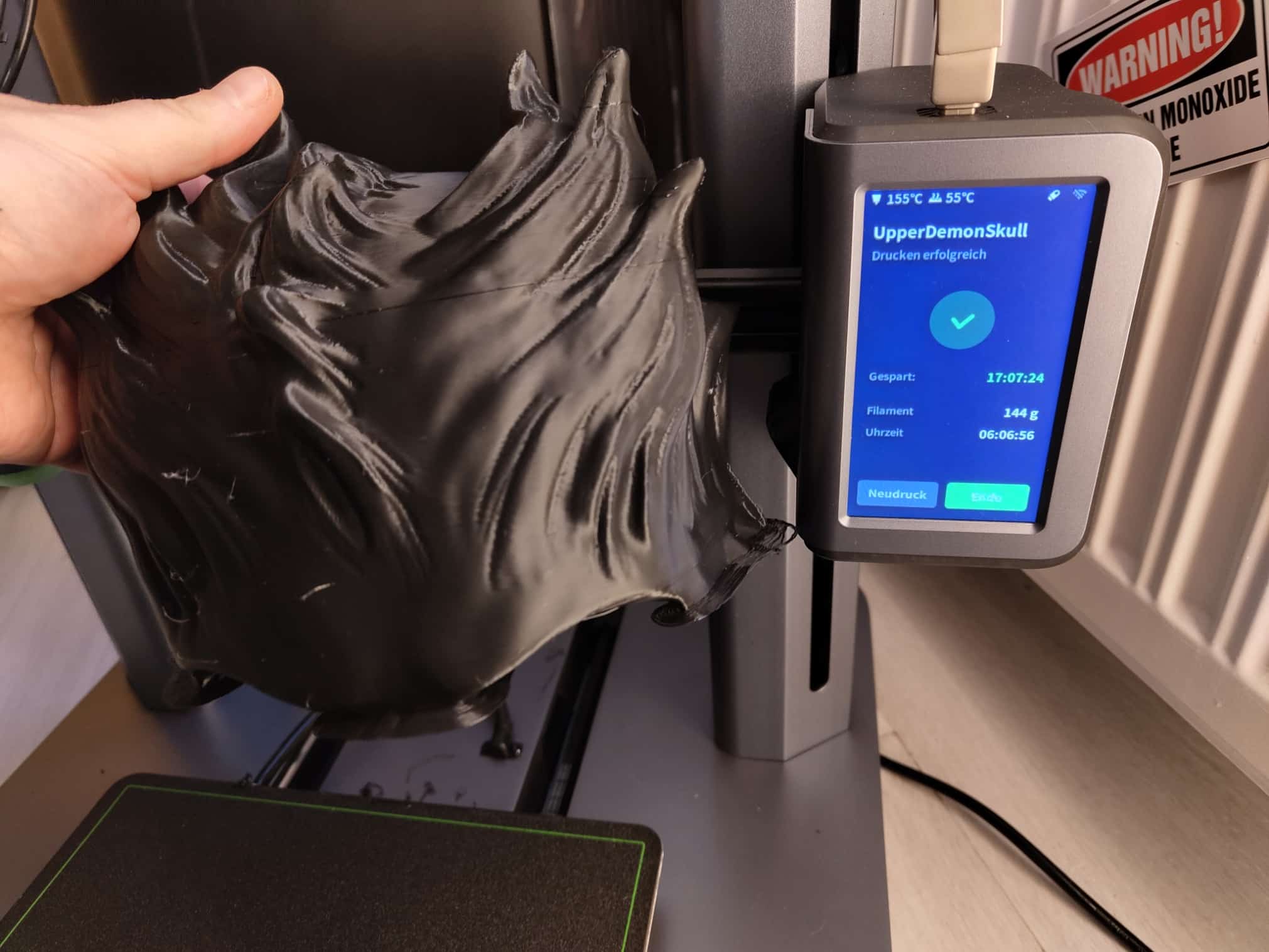
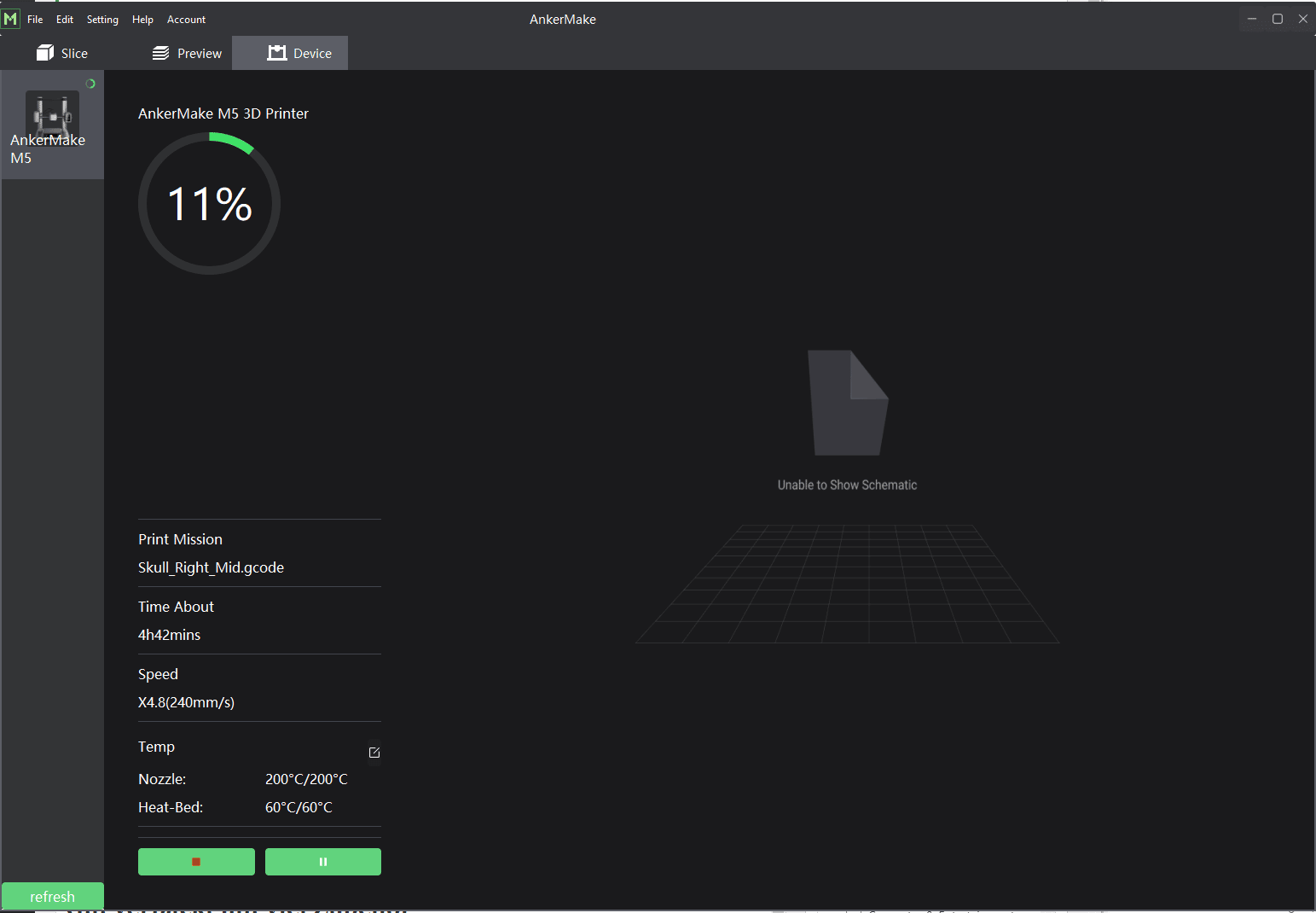
Wer es groß braucht bekommt es auch. Der RAM Kopf oben besteht aus 4 Einzelteile, wo sich die Zeit zwischen 1,5 und knapp 6 Stunden Druckzeit aufteilt. Auf anderen Druckern hätte ich das nur bedingt in 3-4 Tagen fertigstellen können. Ok die Hörner fehlen noch, das sind je Seite ebenfalls 4 Teile. Druckzeit je teil 1,5-10 Stunden.
Eventuell schaffe ich es ja noch bis zum Wochenende die teile fertig zu drucken und zu bemalen. 🦾 Übrigens hat der Filamentwechsel von schwarz auf das rote Filament besser geklappt als oben bei der kleineren Maske. Hier ist keine harte Linie beim neu ansetzen zu sehen.


So schauen übrigens die fertigen, grundierten und bemalten Modelle bei mir aus. Am RAM Kopf erkennt man noch einige Drucklinien, das wer beispielsweise ein Teil das ich in 0,3mm Gedruckt hatte. Der Rest aufgrund der besser geschlossenen Linien wurde mit 0,2mm gedruckt. Da sieht auch direkt deutlich besser aus.
Insgesamt hab ich hier für den riesigen RAM Kopf fast 2kg Filament verbraten. Allerdings bin ich schier begeistert in welcher Zeit ich das große Modell drucken konnte. Auf allen anderen bisher genutzten Druckern wäre es sicher ein 3-4 Wochen Projekt geworden. So hab ich das Ganze aber in gut 1,5 bis 2 Wochen durchgedruckt. Das mit ungefähr 2 Teilen pro Tag, da ich den Drucker nicht Nachts laufen ließ.
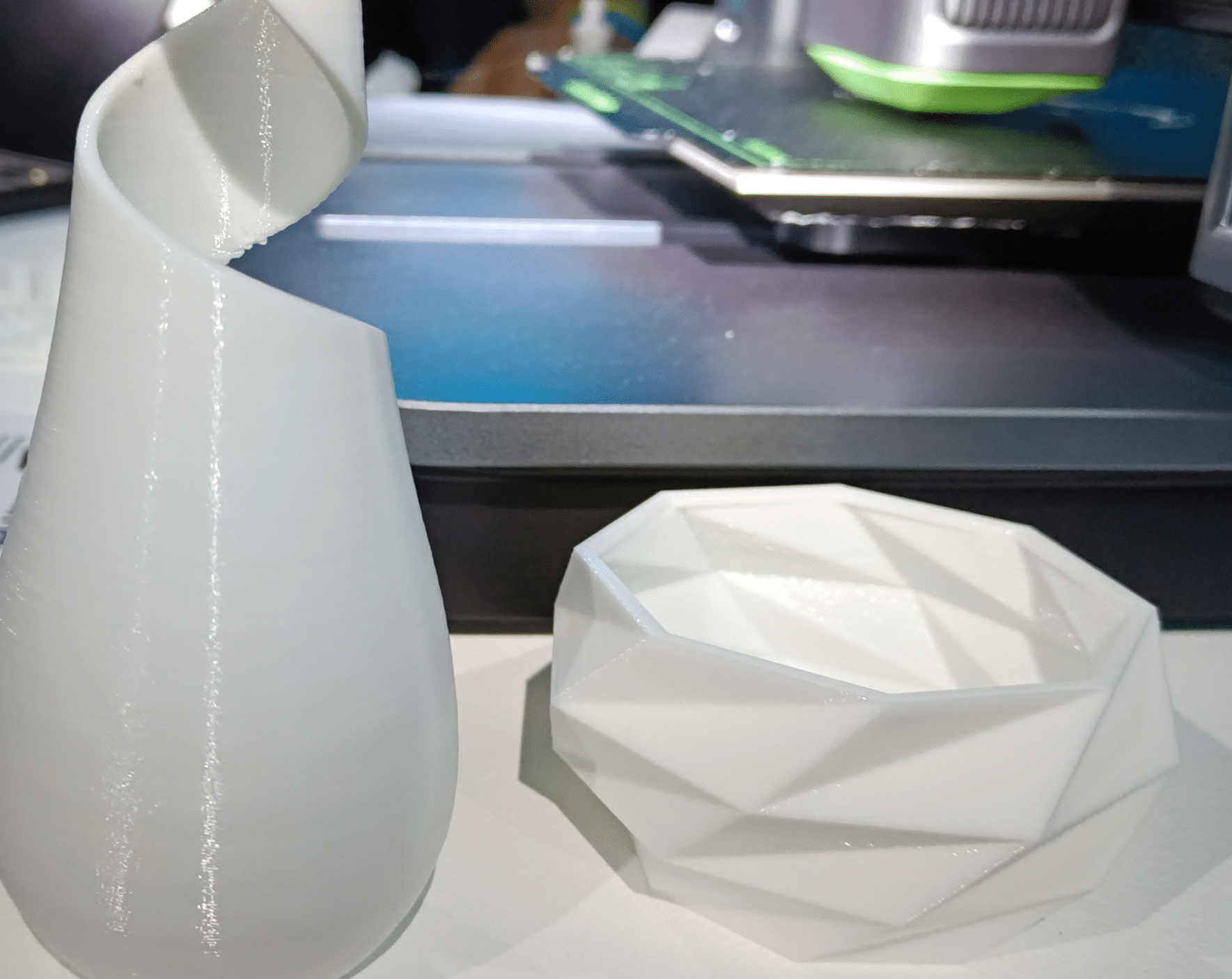
Da ich ja noch fleißig weitergedruckt habe hier noch ein Center-Lautsprecherständer aus PLA mit eSun PLA+ Filament in Bone White.


(Die Säulen sind astrein gedruckt)
Die Basis/Deckel wurde in je 2:25 Stunden gedruckt, die 4 Säulen lagen im Gesamten bei 3:25 Stunden. Settings: Standard bei 0,2mm Schichthöhe, Infill lag bei 5-7 %. Das macht zusammen um die 8,5h für diese „kleine“ Projekt. Die Säulen sehen nahezu perfekt aus. Am Boden und Deckel gibt es 1-2 Stellen die besser am Rand geschlossen sein könnten. Ironing/ Bügeln könnte hier aushelfen. Ansonsten gibt es da absolut nichts zu meckern.

(und so schaut das ganze am Center Lautsprecher aus)
Größere Drucke
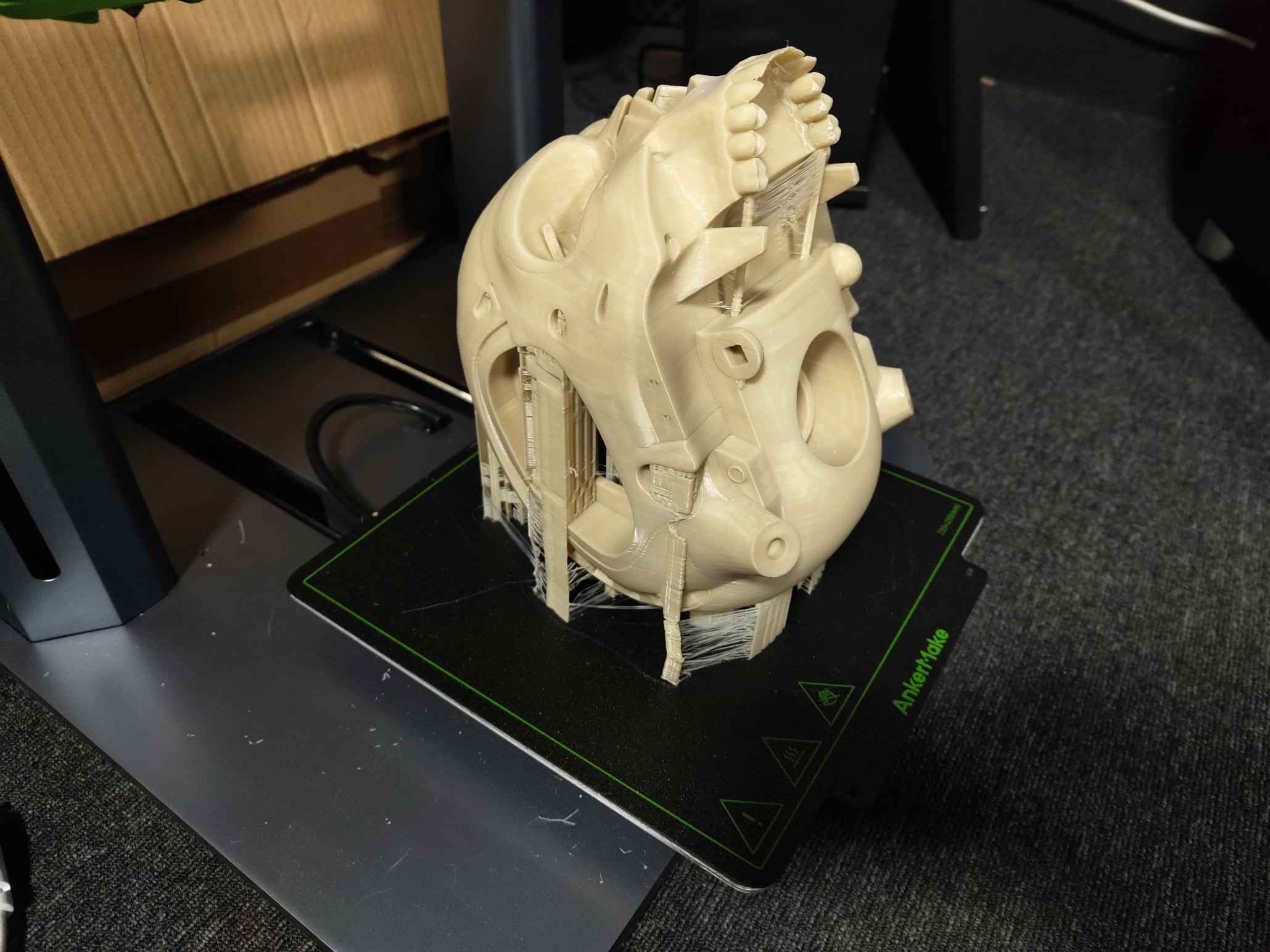
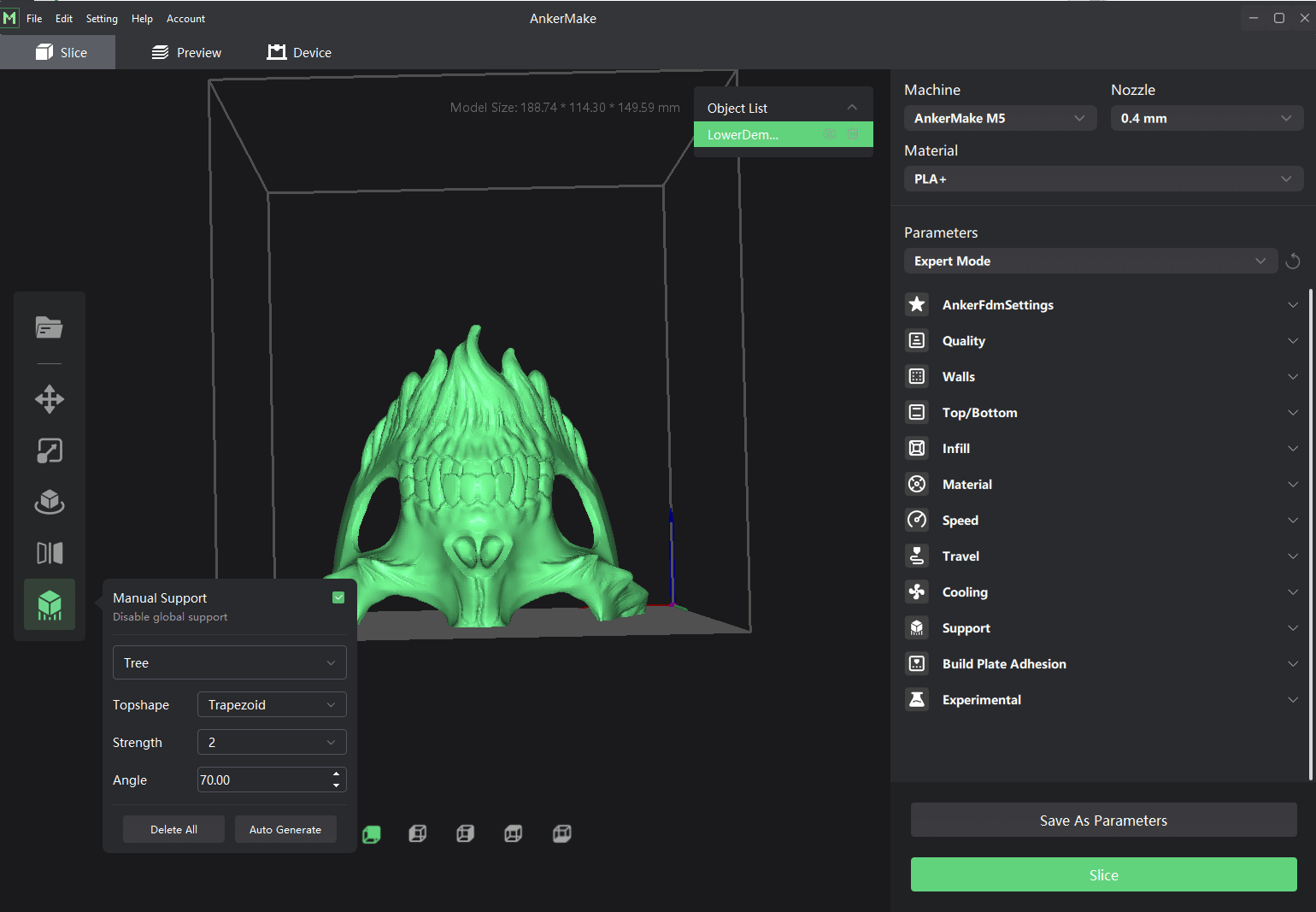
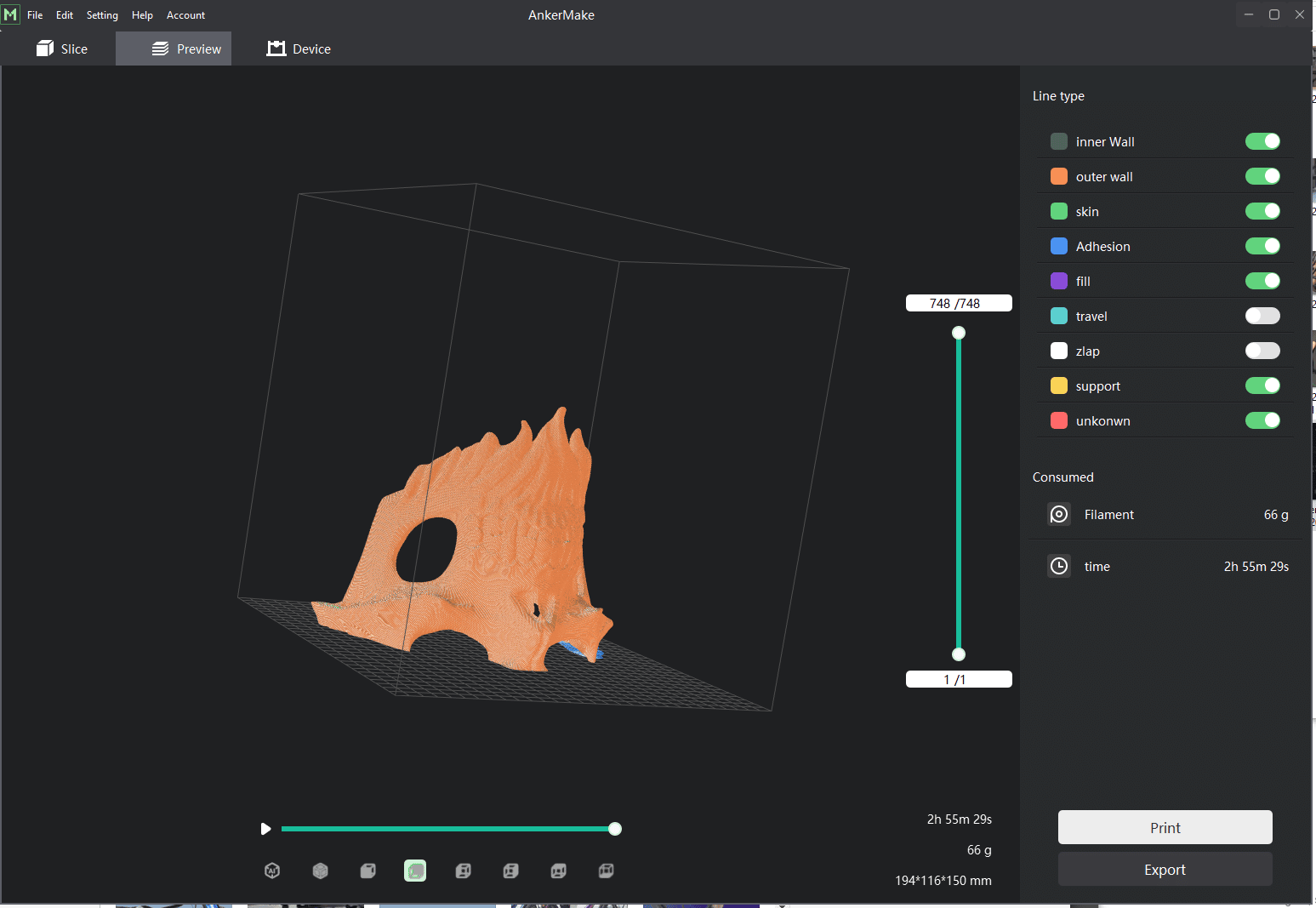
Das lass ich mir natürlich nicht nehmen und fröne erneut meinem Fanatischen Terminator Endo Skull Dasein. 😂😉 Eine alte Datei genommen, etwas im Slicer gedreht, Support aktiviert und losgedruckt. Der T-800 Kopf in Bone White eSun PLA+ Filament lag glaube ich bei 20 Stunden Druckzeit. Das Ergebnis? Ich bin Mega zufrieden!
(Das hält)
Lediglich am Support muss ich noch etwas feintunen, da er mir etwas zu fest erscheint. Wiederum bleiben größere Drucke so aber auch sicher and er Druckfläche haften. Die Rückseite des Schädels mit der Support Aufnahme muss allerdings noch nachbearbeitet werden. Dort ist es leider nicht ganz so clean wie der Rest.

(Bisschen nachbearbeiten am unteren Support, nun ja)


(Der Rest? Ziemlich sauber, ohne Probleme oder auffälliges Ghosting)
Hier und da, je nach Licht und Bild erkennt man aber ein par Druckstreifen. Im Gesamten aber nichts wildes wenn man den Druckzeitraum dabei beachtet. Gut nach dem Grundieren wird man sicher etwas mehr an unsauberen Stellen vorfinden. Mit ein wenig Schleifpapier aber auch kein Problem. Das kommt aber erst später. 😎
Zwischenfazit der Drucke
Auf ABS hab ich in diesem Zuge verzichtet. Ohne geschlossenen Druckraum macht es wenig Sinn, bzw. muss man ABS eh langsamer drucken. In den ersten Testdrucken ging es mir aber primär um die Druckgeschwindigkeit. Der Fokus sollte hier dann wohl auch bei PLA oder vergleichbare Materialien liegen. Auch wenn andere Filamentsorten ohne größere Probleme gedruckt werden können, aber eben nur langsamer.
Die letztendliche Qualität der Drucke liegt auch an eurem verwendeten Filament. Das beigelegte Filament von Anker druckte Super, mein privates durchschnittlich und der Wechsel auf das rote Filament zeigte erneut einen bessere Qualität. Das kürzlich von mir gekaufte eSun PLA+ Filament in Bone White performt hervoragend mit dem Anker Ankermake M5.
Ebenso muss man ein paar Kleinigkeiten beim Druck beachten.
Dinge die man beachten muss
Wer vorhat bei der Geschwindigkeit auch eine eher gröbere Auflösung von 0,4mm zu fahren, den muss ich leider enttäuschen. Das gibt recht offene, instabile und nicht nutzbare Drucke. Selbst auf 0,3mm reduziert, wird der Druck zwar optisch besser, hat aber nicht die Stabilität, die ich mit 0,2mm bekomme. Großen Lücken offene Stellen in einigen Schichten bei 0,3/0,4mm sind das Resultat.
Also muss man „zwangsweise“ mit 0,2 mm oder kleiner drucken wenn ich auch die 200-250 mm/s beziehungsweide die 500mm/s nach dem Update nutzen will. Für mich selbst jetzt absolut kein Problem, da ich immer mit 0,16mm oder wenn es schneller gehen soll in 0,2 mm drucke.
Für dickere Schichten müsste ich die Geschwindigkeit beim Druck weiter reduzieren.
Je nach Filament müsste ich die Drucktemperatur ebenso etwas verringern, da fast überall ein leichtes Stringing vorlag, das bei standardisierten 200°C. Ungefähr 5°C weniger sollte schon helfen.
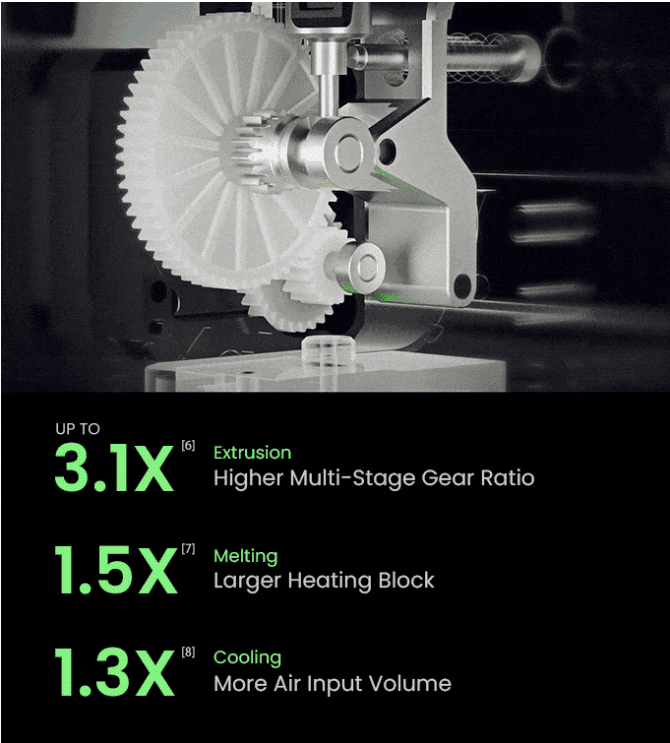
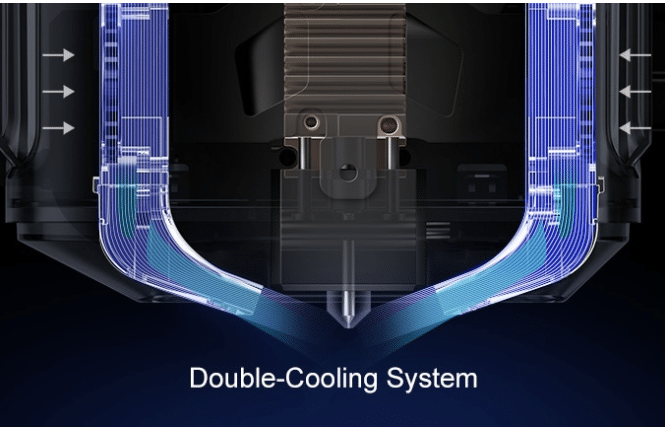
Hierbei wird auch eine Schmelzkammer mit 1,5x größeren Volumen genutzt, um den schnellen Filamentverbrauch auch zu gewährleisten. Darüber sitzt ein verbesserten mehrstufigen Getriebesystem das 3,1 fach stärker arbeitet und das Filament schiebt oder zieht. Ebenso leistet der verbaute Kühler 1,3x mehr Arbeit als eine herkömmliche Kühllösung.
Nach Update bis 500mm/s
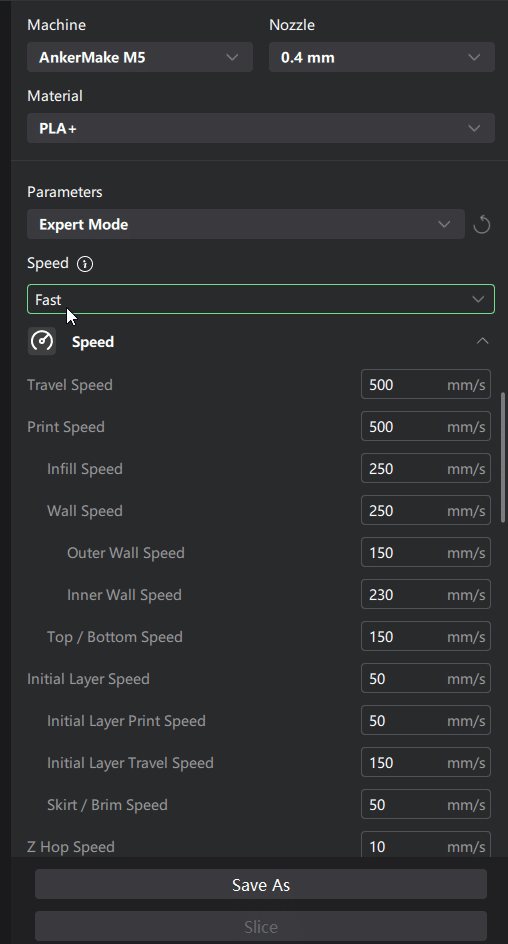
In den letzten Monaten hat Anker ordentlich an der der Software, Firmware, App und dem Slicer gearbeitet. Mit der neusten Version des Beta Slicers V0.9.22_3 könnt ihr ein Profil „Fast“ auswählen. Mit dem könnt ihr die Druckgeschwindigkeit noch weiter nach oben ziehen. Um die bis zu 500mm/s sowie eine Beschleunigung von 5000mm/s² nutzen zu können stellt den Slicer ebenso auf „Expert“ um um auch auf die entsprechenden Parameter Zugriff zu bekommen oder weitere Anpassungen vorzunehmen.

Anhand der Settings sieht man das die Bewegungsgeschwindigkeit mit 500mm/s und auch die Druckgeschwindigkeit auf 500mm/s angehoben werden. Infill beispielsweise wird weiterhin mit 250mm/s gedruckt wird, der Wall Speed steigert sich von 150 aber auf 250mm/s. Ebenso steigt die Bewegungsgeschwindigkeit der initialen Schicht auf 150mm/s statt vorher 50mm/s. Durchgängige 500mm/s erreicht der Drucker dadurch aber nicht, das war mit den 250mm/s Settings aber auch nicht anders.
Wer nun noch die Beschleunigung manuell von den vorgegebene 4000mm/s² des „Fast“ Profils auf 5000mm/s² anhebt kann sein neues Benchy in ~28 Minuten drucken.

(Per AnkerMaker App könnt ihr auch ein Benchy Schiffchen für einen 17 Minuten Druck laden und an den Drucker senden)
Das Update suggeriert hier natürlich etwas mehr Geschwindigkeit, aber mal so eben schnell ist das auch nicht so umsetzbar. Irgendwo ist auch die Hardware ja auch limitierend, dennoch ist es spannend zu sehen das Anker hier noch weiter testet und tüftelt und die Verbesserungen auch an den Endkunden weiterreicht.
Somit wurden einzelne Bewegungsabläufe in der Grundgeschwindigkeit erhöht um ein Zeit Vorteil beim drucken zu erzielen. Diese Settings sorgen dafür das man ~30% schneller als mit den Standard 250mm/s Settings drucken kann. Grob gerechnet erspart euch das je Stunde, gut 10 weiter Minuten Druckzeit.
(Weiter unten noch „Travel Accelleration“ auf 5.000mm/s² erhöhen: Voila Benchy in ~28 Minuten)
Laut Email von Anker soll ein Benchy Schiffchen nun in 30 Minuten statt der vorher benötigten 41 Minuten drucken können. Im Ankermake Lab Testlabor hat man die Geschwindigkeit auf ein maximales ausgereizt und konnte das ganze sogar auf nur 17 Minuten Druckzeit mit einem guten Druckerergebnis reduzieren.
Ok dann schmeißen wir den Drucker mal an und gucken was er drauf hat 😛

(Standard „Fast“ Profil mit 36 Minuten Druckzeit für das Benchy [alte Fast Settings])

(Im „Fast“ Profil +5000mm/s² Bewegungsbeschleunigung: 26 Minuten für das Benchy.)

(Heruntergeladenes Benchy aus der Ankermake App in 17:41 Minuten fertiggestellt)
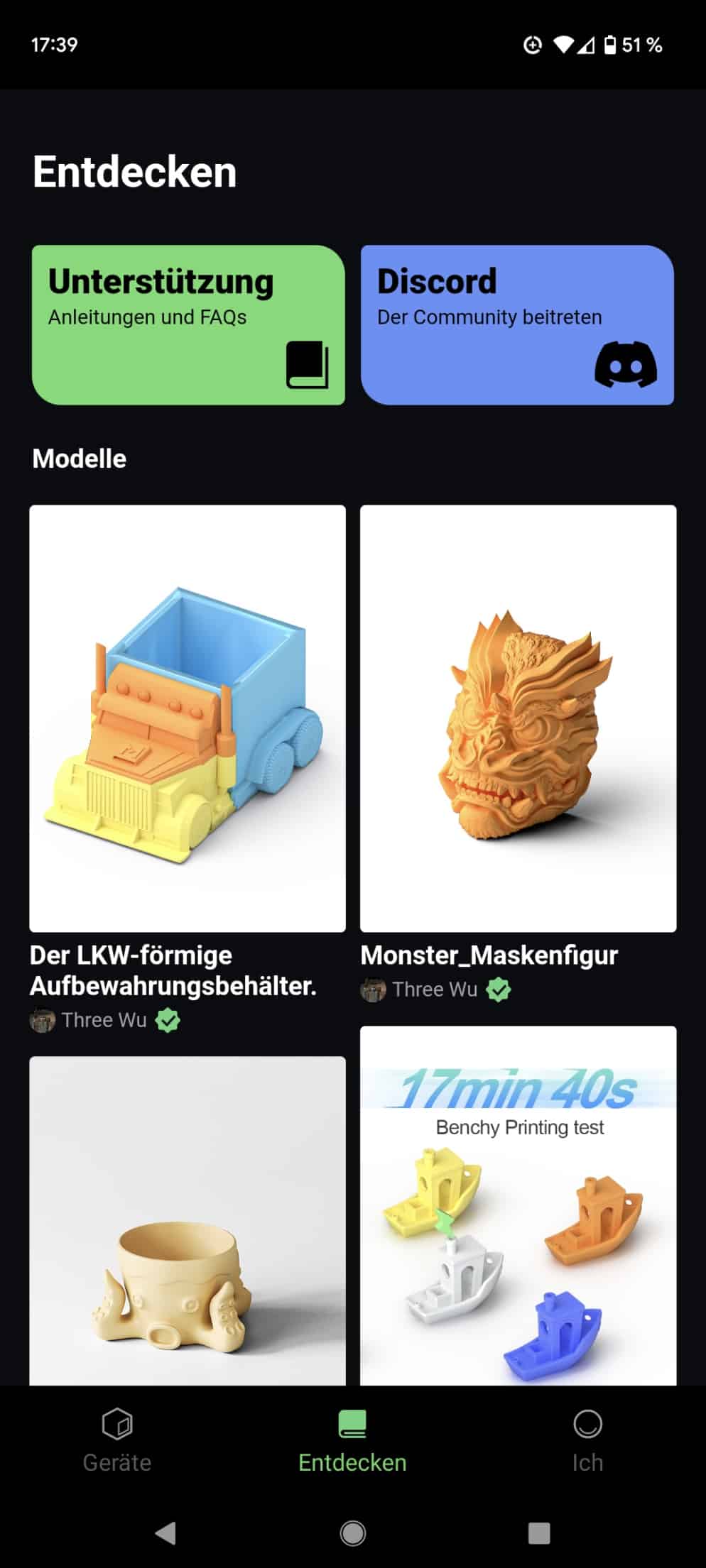
Per App Modelle laden und direkt drucken
Wie was ? Geladenen Datei aus der App? Ja, mit einem der letzten Updates wurde auch endlich der Reiter „Entdecken“ mit Inhalt gefüllt. Darunter auch das 17 Minuten Benchy das fertig gesliced direkt druckbar ist. Viel findet man da noch nicht, aber ein paar fertige Modelle kann man so bequem laden und ducken. Mit den letzten Wochen fanden dann och deutlich mehr Modelle Einzug in die App, die direkt gedruckt werden können.
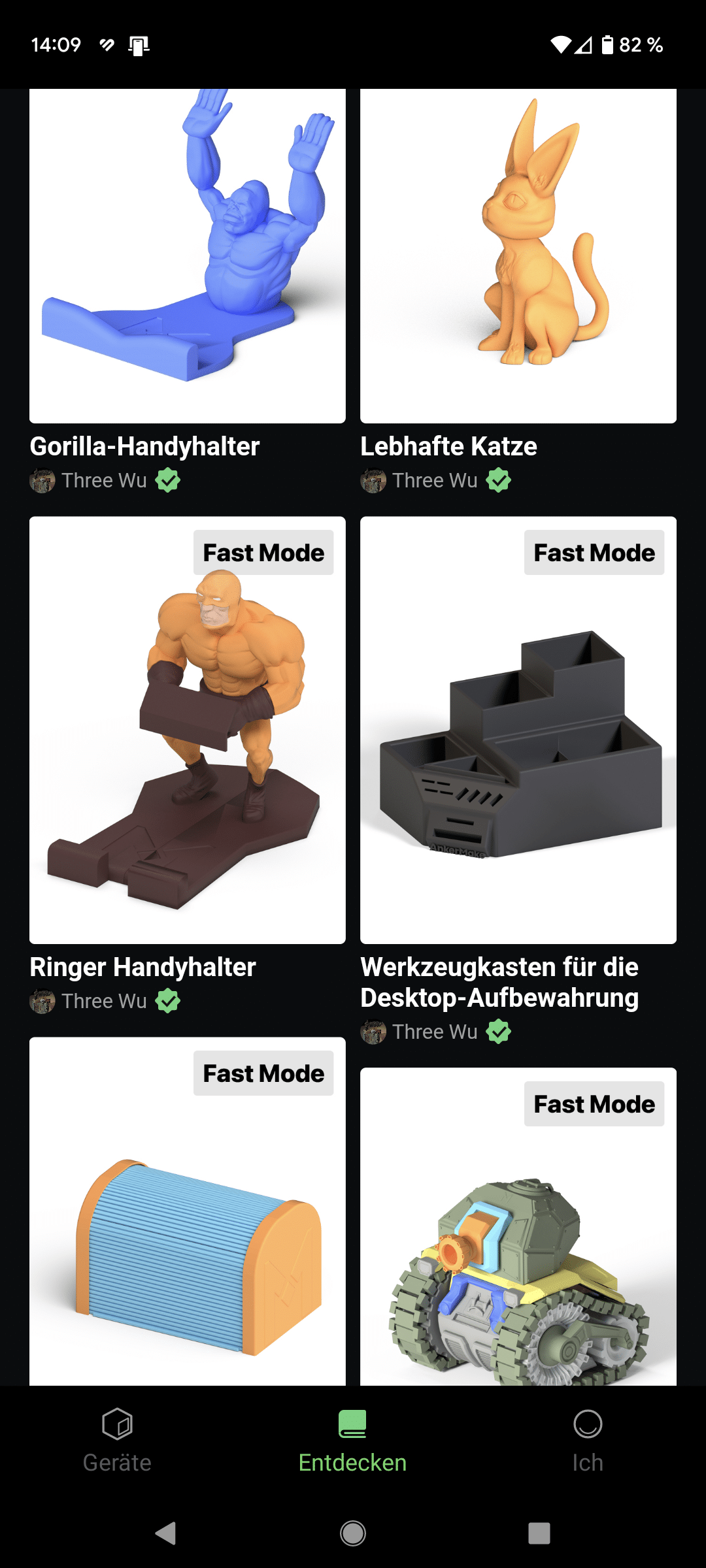
(Anklicken und direkt drucken)


(Ich denke das kann sich absolut sehen lassen!)
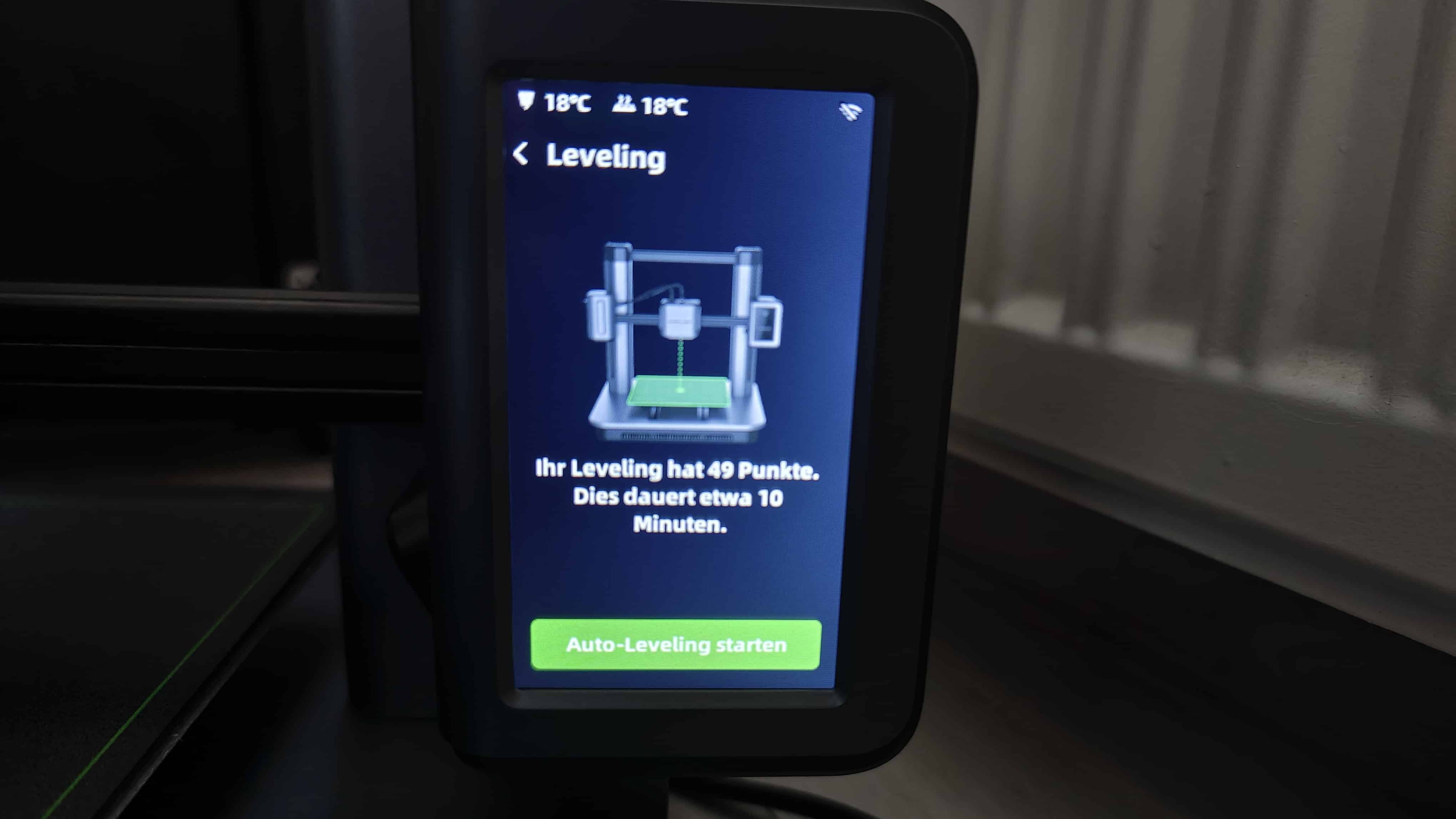
Autolevel Sensor mit 49 Messpunkten
Vor dem ersten Druck muss man allerdings das Druckbett ausrichten lassen. Der Vorgang dauert gut 10 Minuten, setzt aber 49 Messpunkte fest. Vollautomatisiert muss ich mich um nichts kümmern. Den Z-Achsen Nullpunkt kann/könnte ich später auch anpassen. Das musste ich bei mir aber nach dem Ausrichten nicht tun. Der erste Druck haftetet direkt perfekt auf der magnetischen, abnehmbaren und flexiblen Druckplatte.
Schnelle App & PC Anbindung & Kamera
Anker hat sich auch hier ambitionierte Ziele gesetzt. Nicht nur als PC-Software, sondern auch als App für iOS und Android soll es die Software geben.
Um den Drucker in Betrieb zu nehmen, benötige ich nichts weiter. Auf dem internen Speicher liegen bereits zwei Testdateien vor. Alternativ installiere ich den Ankermake Slicer (Beta) und die Ankermake App.
In der von mir genutzten Vorversion der App und des Slicers musste ich die Region auf USA stellen. Das ist in der finalen Version nicht mehr der Fall.
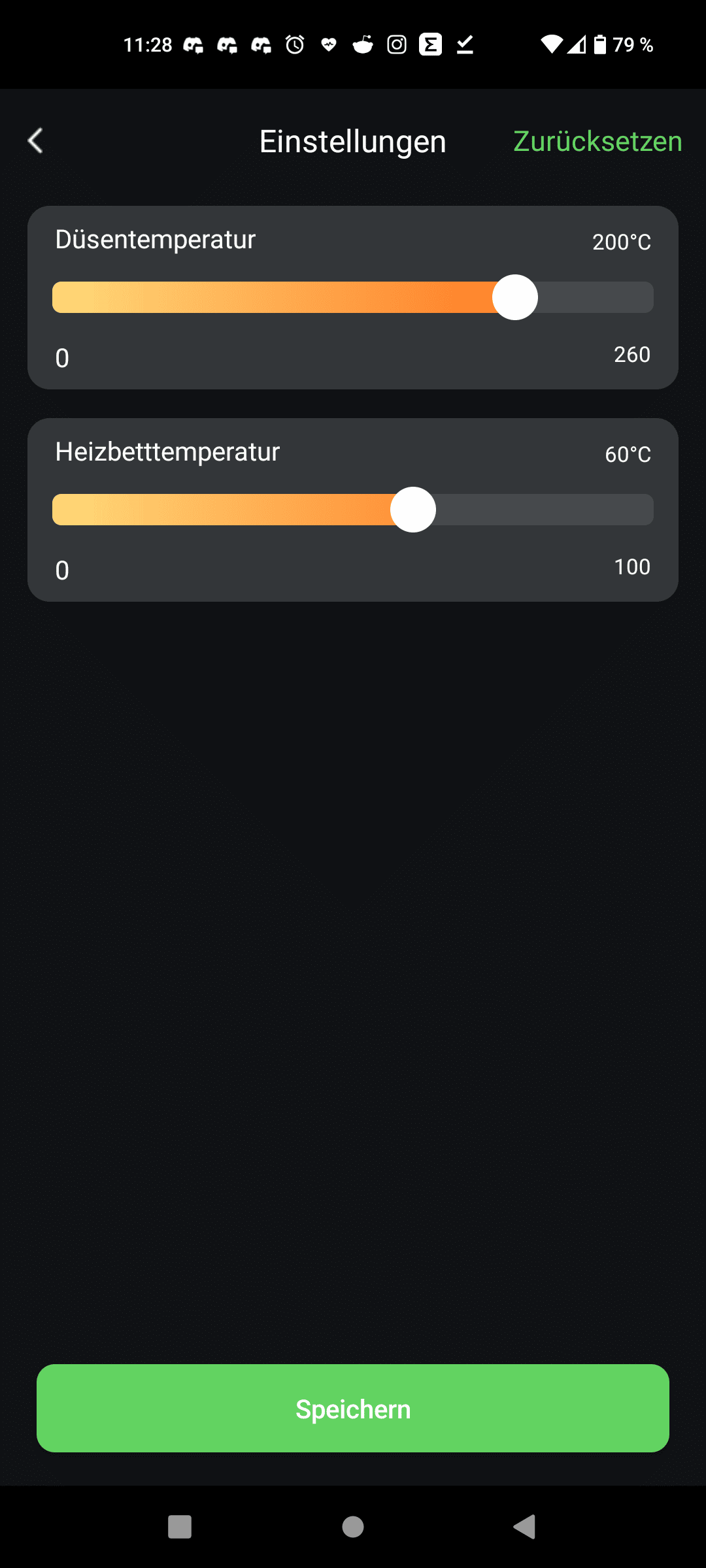
App am Handy installiert, ein Account angelegt, per WLAN den Drucker in der Umgebung gesucht, mit 4 Ziffern bestätigt. Fertig. Schon ist man per App mit dem Drucker gekoppelt, (man erhält auch via Slicer am PC nun Zugriff) und kann ebenso Updates herunterladen oder direkt Drucker starten/stoppen und die Temperaturen einstellen sowie auf die Kamera mit Licht oder Nachtsicht zugreifen, ebenso Videos Clips aufnehmen, Screenshots erstellen und nach beendeten Drucken auch eine Zeitraffer anschauen und herunterladen. Nach einen der letzten Updates ist auch endlich die Möglichkeit gegeben fertige Modelle zu laden und direkt zu drucken, ganz ohne PC.
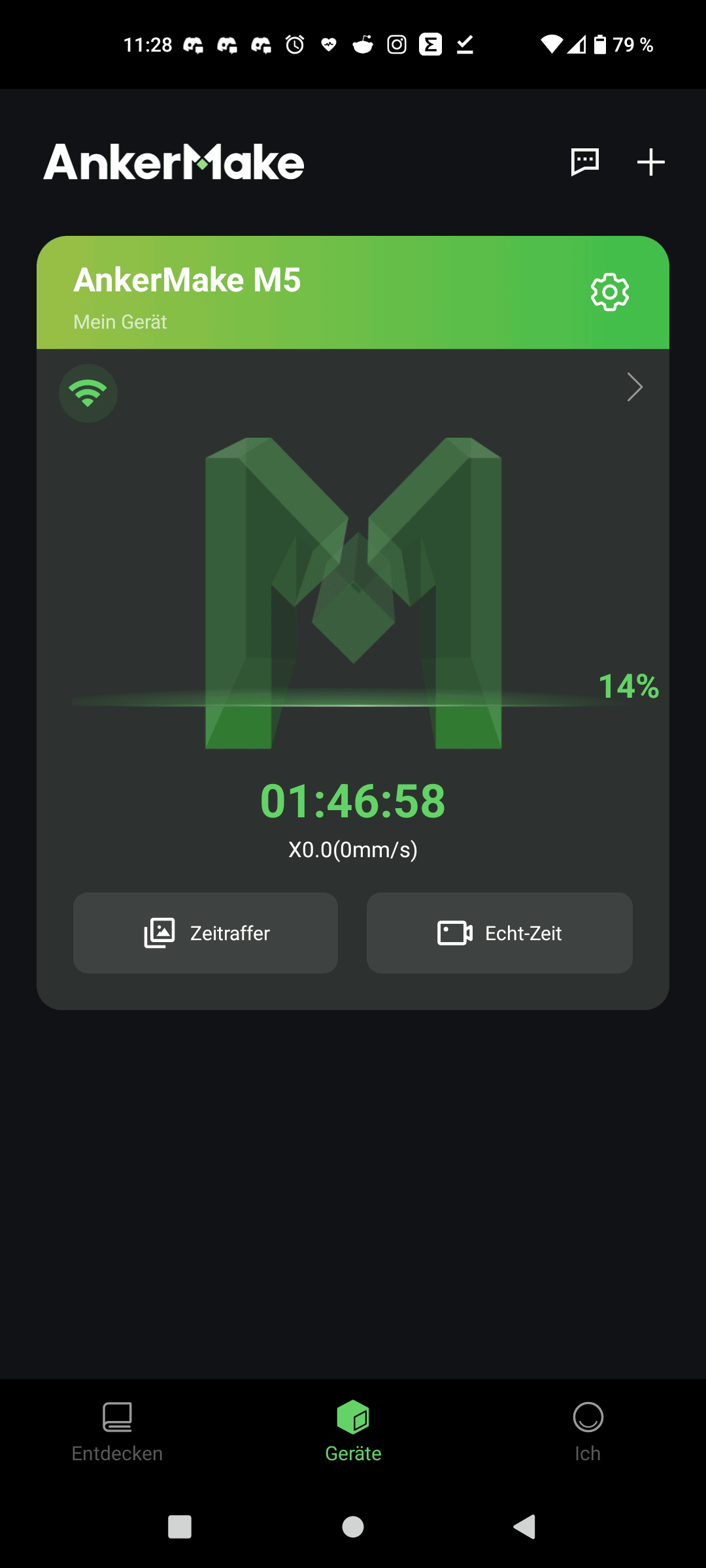
(Nach einem kürzlichen Update lassen sich auch fertige Modelle zum direkten Drucken per App laden)
Per Ankermake Slicer (immer noch in der Beta) hab ich im gleichen Netzwerk ebenso flott Zugriff. Auf die Kamera kann ich da nach den letzten Updates auch direkt zugreifen. Das Starten/ Stoppen, Justieren und anpassen einiger kleinen Parameter wie die Temperatur lassen sich so auch während eines laufenden Druckes flott anpassen klappt aber super. Ebenso kann man fertig bearbeitete Dateien über das Netzwerk auf den Drucker schicken und direkt drucken. Das klappt alles Problemlos bei mir.
Die App wie auch das Windows oder Mac Slicer Programm von Anker funktionieren sehr gut. Man kann ein Standardprofil nutzen oder auch Experteneinstellung verändern, um Kleinigkeiten an den persönlichen Geschmack oder den jeweiligen Druck anzupassen. Abstürze hatte ich nicht. Mit den letzten Updates kam das „Fast“ Profil für 500mm/s Druckgeschwindigkeit dazu.
Das ausrichten auf den Boden bei manuell gedrehten Modellen bleibt aber ein Krampf. Das Programm erkennt nicht die größte flache Fläche zum aufsetzen auf den Boden. Ein automatisches Ausrichten gibt es leider immer noch nicht. Hab ich ein leicht schrägen Winkel beim rotieren gehabt, bleibt dieser bestehen. Das Programm erkennt es momentan einfach noch nicht. So muss ich mit minimalistischen Mausbewegungen das Modell manuell ausrichten. Nervig.
Lediglich das drehen und wenden wie auch das Ausrichten des Modells per linke Maustaste ist etwas fummelig, aber auch daran gewöhnt man sich schnell.
NEU: Prusa & Cura Setting
Mit den letzten Updates wurde auch die Möglichkeit eröffnet, das man alternativ das Ankermake M5 Profil auch mit den Cura oder PrusaSlicer nutzen kann. Beides sind mächtige Slicer-Tools die oft Updates und teils auch neue Features erhalten und auch hier und da etwas bessere oder mehr Einstellungsmöglichkeiten bieten. Ein Teil der Ankermake M5 Features wie Kamera oder direkt Verbindung werden sicherlich nicht unterstützt.
Hier bekommt ihr die Profile für Cura und hier für Prusa. Ein Guide wie das ganze eingestellt wird, gibt es auch hier zu finden.
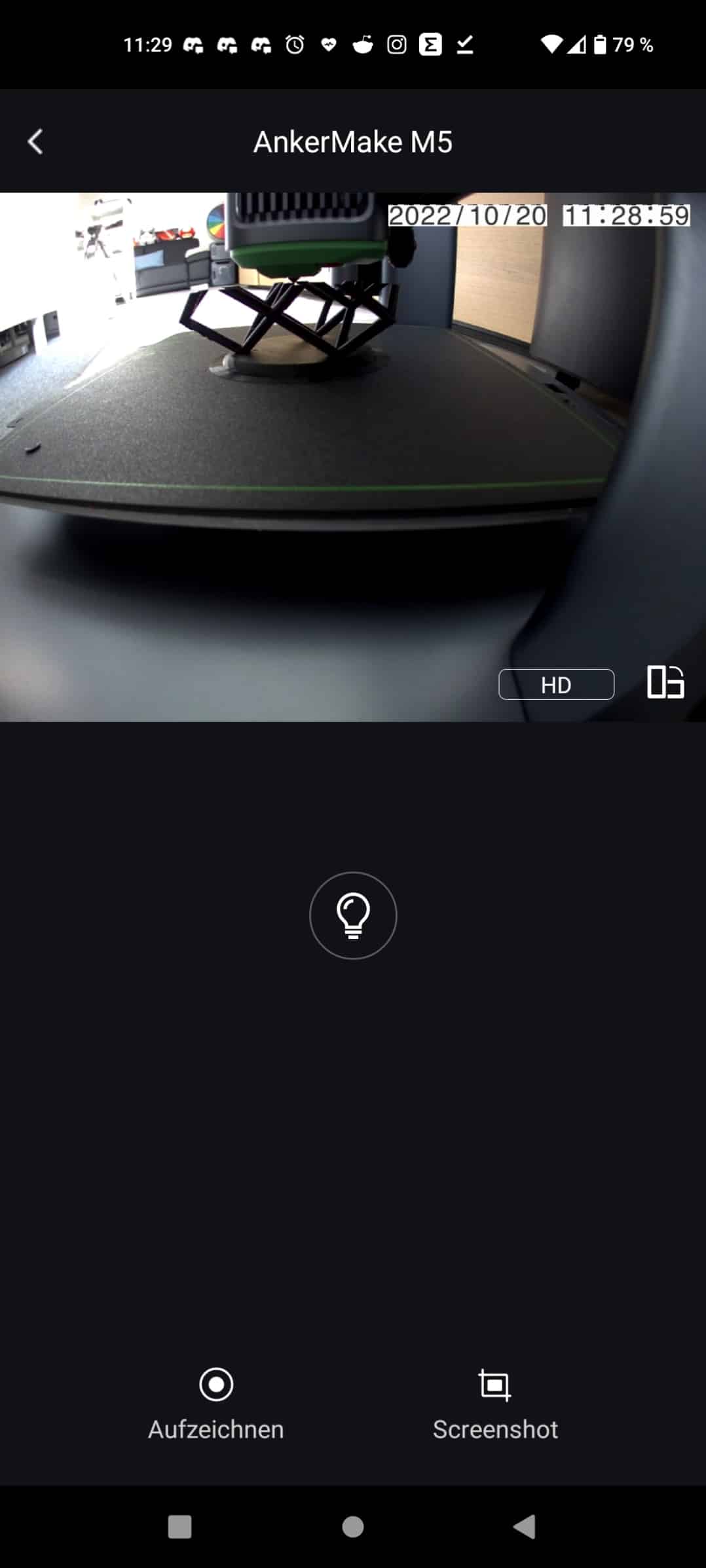
HD-Webcam mit Echtzeitvideos und Zeitrafferaufnahmen
In der Regel dauert ein 3D Druck mehrere Stunden, in denen man immer wieder zum Gerät geht und schaut, ob alles so läuft wie er soll. Auch hier liegt eine einfache und bequeme Lösung vor: Anker hat eine HD-Kamera auf der Z-Achse integriert, mit der man den Druck überwachen kann.
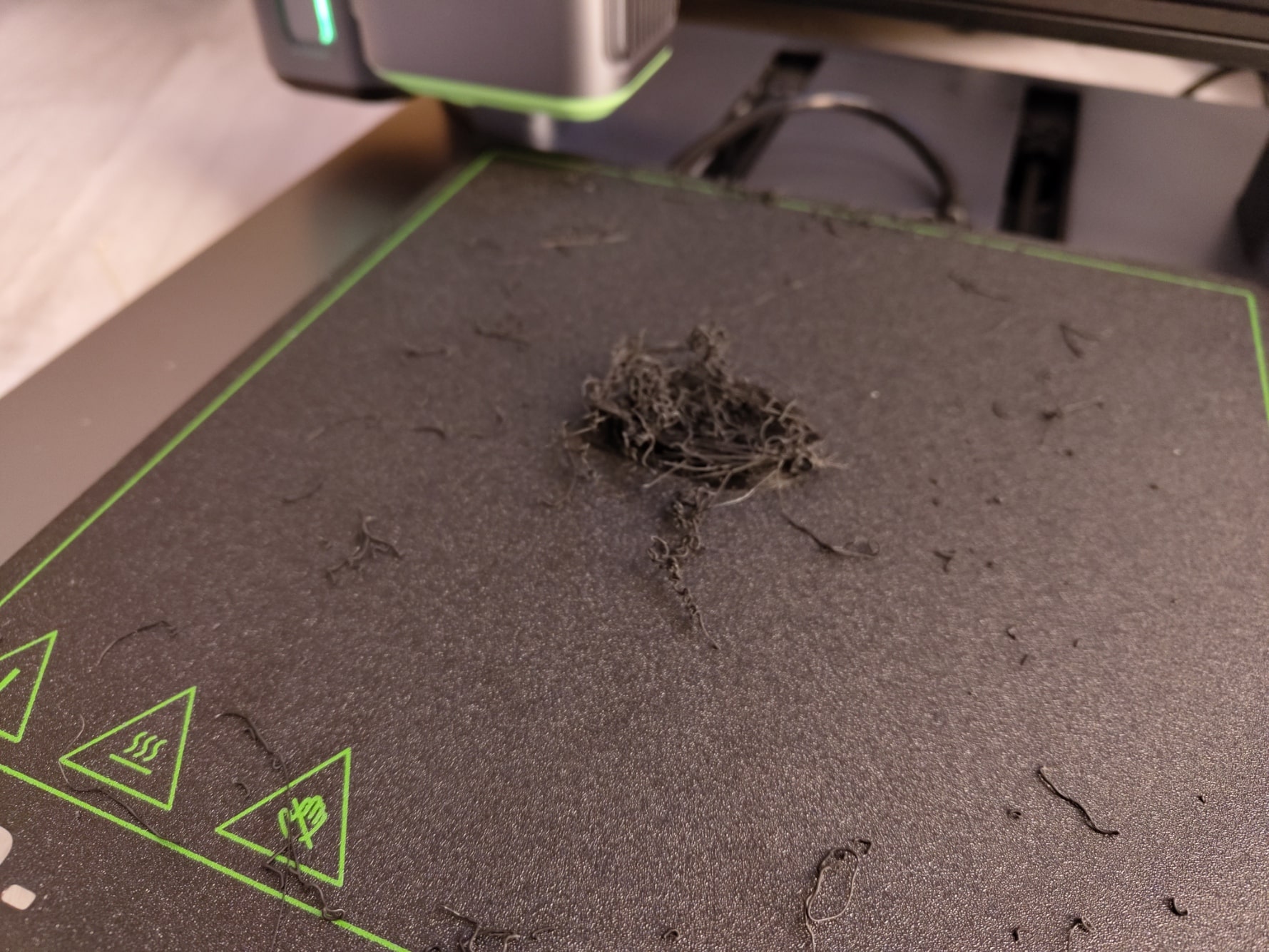
Ebene so soll hier eine intelligente Erkennung vorliegen, die den Druck stoppt, sofern etwas außerplanmäßig läuft. Den Spaghetti Haufen am Morgen sollte man dann wohl nicht mehr sehen. Einen Infrarotsensor für Nachtaufnahmen ohne Licht ist ebenfalls integriert.
Wer mag, kann so auch eine Zeitrafferaufnahme oder natürlich auch normale Videoaufnahmen erstellen lassen.
Ai Erkennung bei Fehldrucken
vor den Updates
Wenn eine „Anomalie“ festgestellt wird, piept der Drucker und bei gekoppelter App kommt auch direkt eine Pushnachricht. Allerdings kam die in meinem frühen Softwarestand recht oft vor, aber der Druck lief sauber und ohne Probleme weiter. Mit kommenden Updates wurde die Erkennung verbessert.
Eigentlich lag sehr oft kein Fehler vor, ich weiß somit nicht, was mir der Drucker sagen wollte. Lediglich einmal hatte ich Filamentsalat, da schlug die Ai-Routine aber nicht an. Mit späteren Updates piepte es weniger Häufig, gelegentlich kam es aber dennoch zu einem Fehlalarm.
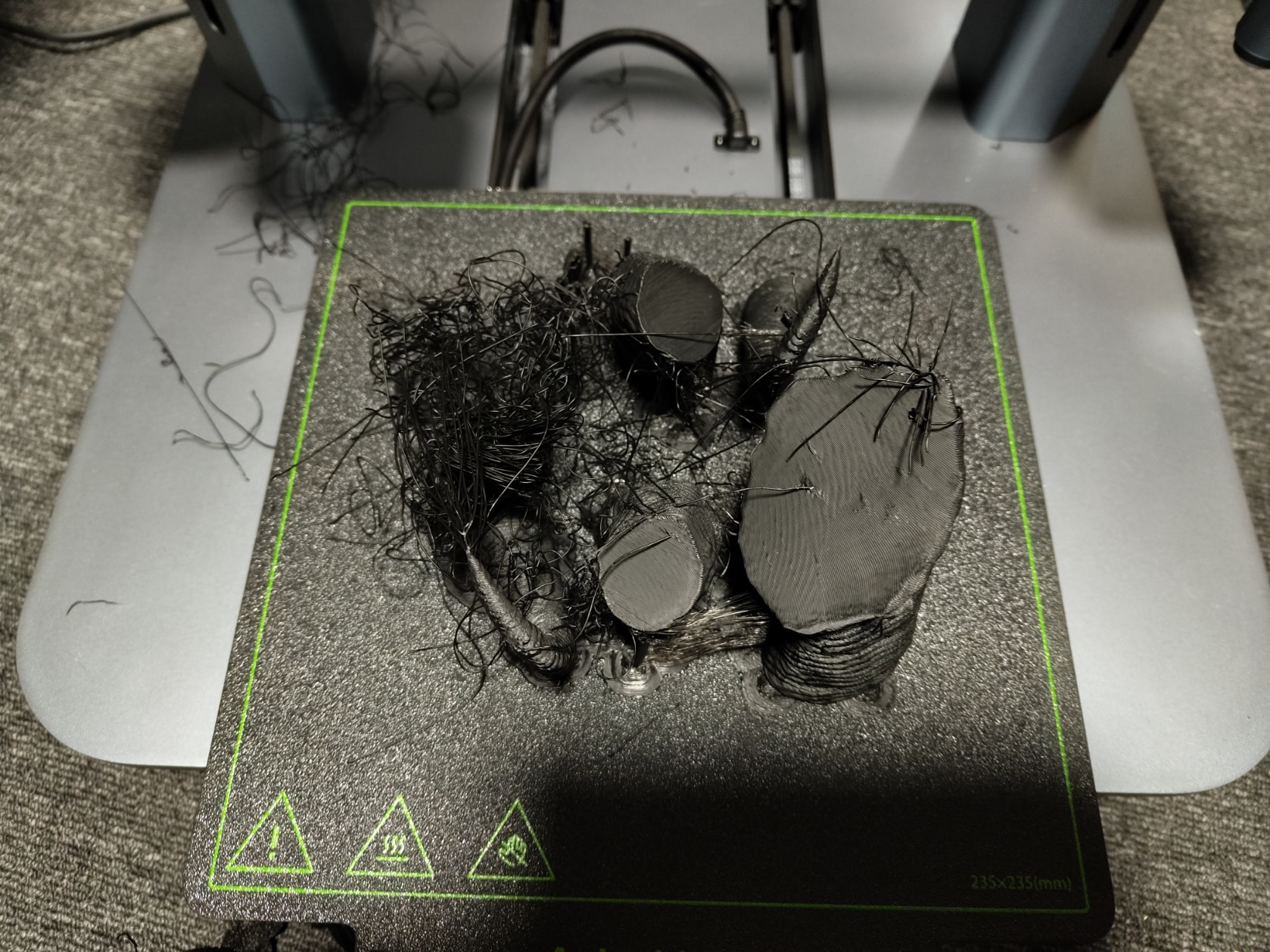
Bei späteren Drucken hatte ich tatsächlich auch mal Fehler im Druck, sei es Filament alle (weil das Ende des Filamentes sich verhakte) oder ich auch Bandsalat oder umgekippte Druckteile hatte. Dort meldete sich die AI Erkennung nicht. Auch nicht bei mehrfachen Neudrucken und Fehlern an unterschiedlichsten Stellen.. Sehr schade.
Beim slicen der Datei am PC wird ein Ai-Image in der .agode Datei erstellt. Das soll im späteren Verlauf als Abgleich dienen.
Momentan würde ich sagen, gut gedacht, aber nicht wirklich gut umgesetzt. Der schnelle Blick über die App auf die Kamera bringt mir da einfach mehr. Kommende Updates oder die wirklich finale Software Version des Ankermaker Slicers sollten das beheben können.
Schaut man regelmäßig nach seinen Drucken, wird man diese Funktion nicht benötigen. Ein Anhalten des Druckers bei wirklichen Fehlererkennung wäre aber schon klasse. So würde man ja auch kein weiteres Material verschwenden.
Verbesserung nach Updates
Mit neueren Updates ist die Analyse des Modells vor dem Druck dazugekommen, ebenso soll die Erkennung besser sein. Allerdings druckt der Ankermake M5 bei mir so zuverlässig, dass ich in den letzten Wochen keinen Bandsalat oder umgestoßene Teile hatte. Sollte sich da noch etwas ergeben, füge ich das hier noch hinzu.
Ich hab das Ganze dennoch mal ausgetestet. Nach der ersten Schicht fährt die Z-Achse hoch und die Kamera gleicht die gemachten Bildern mit dem erstellen AI-Image ab. Wird ein Fehler oder eine Abweichung erkannt meldet sich der Drucker und pausiert den Druck. Die Düse wird für den Moment auch nicht mehr beheizt, nur das Druckbett. Je nach Filament kam recht oft nach der ersten oder zweiten Schicht ein Warnhinweis den ich ignorierte und den Druck fortsetzt. Bei weißem oder rotem Filament meldete sich die KI dahingegen kaum oder nie. Hier scheint es an den Kontrasten zum Untergrund zu liegen.
Die KI ist lernfähig und man kann Bilder an Ankermake überliefern um die Erkennung zu verbessern. So dürfte in der Zukunft die Erkennung sicher noch spürbar besser werden.
Die KI Erkennung muss im Slicer wie auch in der App aktiviert werden und man kann auf „Normal“ oder auf „Leistung“ gestellt werden. Wirkliche Unterschiede hab ich da aber nicht in der Erkennung feststellen können. Auf Normal werden alle 3% des Druckes geprüft ob alles noch so ist wie in der Software gesliced. Auf Leistung erhöht sich die Erkennung um 50%, welche laut Info aber zu vermehrten Fehlermeldungen führen kann.
Alle 5 Schichten wird der Bildabgleich mit dem erstellten Image gemacht und abgeglichen. Bei umgefallenen Modellen oder lächrigen Drucken mit wenig Layerhaftung reagiert die KI nicht, nur bei First Layer Problemen oder Spagettisalat. Bei letzterem muss sich aber ein größeres Knäul bilden, so das es die KI auch erkennt. Einzelne Fäden oder eine Filamentlosen Druck reagiert die Kamera/respektive die KI dahinter nicht.
Eine verstopfe Düse oder ein an der Düse klebendes Modell kann unter umständen auch erkannt werden. Das kommt mit PLA aber eigentlich nie vor und ich hab es mit PETG und ABS versucht. Ein Druck blieb an der Düse mit größeren Auswuchtungen des Filamentes hängen und irgendwann ein paar Minuten später meldete sich die App und die KI auch bei mir.
Durchweg ist die KI-Erkennung ein richtiger und wichtiger Schritt in die richtige Richtung, benötigt aber noch mehr Feinschliff. First Layer Probleme entstehe mit den Standardeinstellungen von PLA eigentlich nie, Bandsalat auch nur bei echt bescheidenen Modellen.
Fällt ein Modell um oder verliert es die Haftung, reagiert die Ki aktuell noch nicht. (Das wird so aber auch nicht beworben) Wer mit PETG oder ABS Arbeitet wird sicherlich, gerade bei hoher Geschwindigkeit, mehr Probleme haben. Dafür ist der Drucker aber eigentlich auch nicht ausgelegt. In den letzten 9 Monaten hatte ich beim drucken mit PLA nie Probleme, weder mit der Haftung noch mit verstopften Düsen.
Gutes Touchdisplay
Für die Steuerung des Druckers und ein paar Einstellungen ist an der Z-Achse ein 4,3 Zoll Farbdisplay verbaut worden. Das Menü wirkte strukturiert und aufgeräumt. Die Bedienung klappt ohne Probleme und die Eingaben werden sauber übernommen. Viel einstellen kann ich im System aber nicht.
Die Druckplatte haftet magnetisch auf dem Heizbett und ist flexibel. Somit lassen sich Drucke nach dem Beenden leicht ablösen. Dem Lieferumfang liegen sogar 2 Druckplatten bei, ebenso einige Ersatzdüsen.
Lautstärke des Ankermakers M5…
Ja, die ist nicht ohne. Verständlicherweise muss der laufende Druck ja deutlich stärker gekühlt werden. Das äußerst sich eben in einer deutlich hörbaren Lautstärke. Der Drucker selbst, also die Achsenbewegungen, nimmt man nicht wirklich wahr.
Wer den Drucker üblicherweise im Wohnzimmer stehen hat, wird den jetzt wohl umstellen. Der Lüfter ist mit 50dB einfach ziemlich laut. Da man aber gut in der Hälfte der Zeit oder nach einem Drittel der Zeit fertig ist, nimmt man das wohl gerne in Kauf.
Fazit
Prototyp
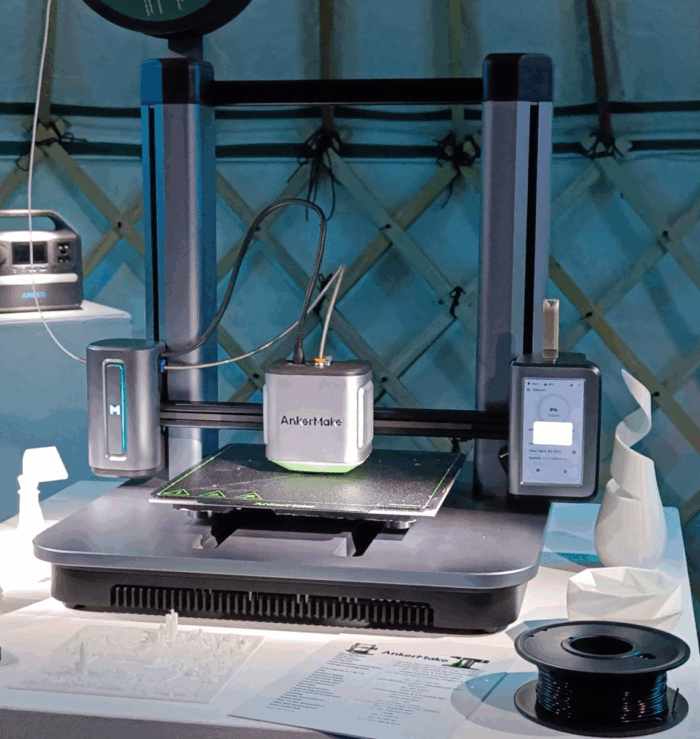
Durchweg hat Anker hier ein heißes Eisen im Feuer. Der Blick auf den Prototypen machte schon Lust auf mehr und hob die Spannung stark an: groß, schwer und massiv mit einer enormen Druckgeschwindigkeit.
Auch optisch fällt der Drucker auf, elegant aber präsent stand er inmitten des Raumes. Die Verarbeitung ist sehr gut und eben deutlich schicker gelöst als alle andere herkömmlichen 3D Drucker bis jetzt die auf diesen Formfaktor setzen.
Finale (Vor-) Version
Das der Kickstarter Preis nicht gehalten wird, sollte klar sein. Wer das Projekt unterstützt hatte, bekam ihn somit recht günstig. Der avisierte Straßenpreis sollte unter 600€ liegen. Mittlerweile ist die Unverbindliche Preisempfehlung bekannt: 849€ werden nun verlangt. Ganz unschuldig ist die Inflation und der schwache Euro dabei nicht.
Endlich ist auch die finale Version bei uns in der Redaktion eingetrudelt.
Aber eines muss ich klar sagen: ich bin schwer begeistert wie schnell und sauber der Drucker drucken kann, zumindest für seine, nennen wir es mal eher, standardisierte Bauart. Sicherlich gibt es X/Y Core Drucker, oder geschlossene Systeme die deutlich flotter sind, kosten aber auch entsprechend mehr. Auch gibt es Drucker die schon deutlich bessere Finessen wie einen Lidarsensor zum messen des Druckflusses bieten.
Der Aufbau ist super flott erledigt und auch ein Ersatz Hotend sowie Ersatzdüsen liegen direkt bei.
Wer den Druck etwas langsamer als die krassen 250mm/s angeht, kann hier noch etwas aus der Qualität und dem Druckbild herausholen. Gerade für flexibles Filament, PETG oder ABS etc. wichtig. Mit der hohen Geschwindigkeit bekommt man einige Materialien nicht sauber bedruckt. Per Update und dem „Fast“ Profil kann ich nun aber sogar in 500mm/s drucken!
Wer seinen Schwerpunkt wie ich eh nur auf PLA legt, liegt hier goldrichtig.
Direkt nach dem Aufbau kann man losdrucken und erzielt saubere, sehr schnelle Ergebnisse. Bei einigen Modellen die fein und filigran sind, muss man ein wenig an den Einstellungen der Software drehen. Ebenso muss man schauen wie viel Support benötigt wird, bei er hohen Geschwindigkeit kann der Drucker die Stützstrukturen auch mal einreißen. Ein wenig anpassen muss also je nach Modell schon erfolgen. Grundsätzlich gilt das eigentlich aber für fast jeden Drucker.
Beim Ankermake M5 liegt aber eine höhere Grundgeschwindigkeit vor die man mit einkalkulieren muss. Im Vergleich zum Sidewinder X2 bin ich hier gut zwei Drittel flotter unterwegs. Also statt 33h eben nur 11h. Das ist spürbar im Zeit- und Energieaufwand.
Die App funktioniert sehr gut, bietet aber natürlich keine Möglichkeit Daten zu bearbeiten, lediglich Starten/Stoppen, Temperaturen und Geschwindigkeiten zu ändern, sowie den Zugriff auf die Kamera zu gewähren. Mittlerweile kann man auch vorgefertigte Modelle über die App herunterladen.
Die Windows Version des Ankermaker Slicers konnte ich nur in einer Beta Version antesten. Das klappte reibungslos und mittlerweile hat man auch von da den zugriff auf die Kamera des Druckers. Die AI KI-Erkennung wurde mit mit eingetrudelten Updates verbessert. In der Vorversion war sie noch recht nutzlos. Zumindest funktioniert sie für größere Fehler wie First Layer Haftung, Spagetti Salat und wohl auch bei verstopften Düsen/Blobs. Letzteres lies sich für mich nur extrem schwer provozieren.
Die ersten Druckstunden (Mittlerweile Monate) absolvierte Ankers Ankermaker M5 anstandslos. Momentan ersetzt er meine anderen Drucker und bei Änderungen gerade Software/App, AI-Erkennung halte ich euch weiter auf dem laufenden.
Auch nach Monaten der Nutzung und einem Düsentausch arbeitet der Ankermake M5 sehr zuverlässig und in guter Druckqualität. Ich bin immer noch sehr zufrieden mit dem Gerät und so schnell wird sich bei mir wohl auch kein andere 3D Drucker ins Herz schließen. Hier muss ich aber auch sagen: den Bambu Lab x1 haben wir nicht getestet. Sonst würde ich wohl eher auf den X1 tendieren, aufgrund des LIDAR Sensor für für den perfekten Filamentflow ab Schicht eins und noch schnelleren und sauberen Druckergebnissen.
Hoch anrechnen muss man die regelmäßigen Updates des Slicers, der Software und eben auch der Möglichkeit noch schneller zu drucken. Das alles ohne Folgekosten oder ein Abo. 💪

Gunther Weissenbach
14.09.2022, 13:59where can I buy the Ankermake 3 d Printer m5?
thanks
Wo kann ich den 3D Drucker kaufen?
Danke
Ronny
14.09.2022, 14:24Der Release ist für Dezember geplant. Also momentan heiß es noch abwarten.
Grüße
Bert
13.11.2022, 21:54Hi, die Abmessungen des Druckers, sind die mit Display oder ohne? bzw. wie sind die genauen Abmessungen der Bodenplatte?
danke & Greetz++
Ronny
14.11.2022, 08:22Bodenplatte: ~43x43cm
Display/Filamentsensor (ohne Filamenthalter) ~50cm Breite
Grüße
Guido
19.12.2022, 11:59Hi,
ich habe den Drucker auch zuhause stehen, leider kommt da kein Filament raus. Egal was ich mache, auch die Düse habe ich schon gegen die aus der Toolbox ausgetauscht. Hast du da nen Tipp für, wie man das am besten macht. ich habe mich an die BVedienungsanleitung gehalten. Danke!
Ronny
19.12.2022, 12:55Auf dem Druckkopf ist ein Hebel den du nach vorne klappen/ziehen kannst.. Damit öffnest du die Rollen im Inneren für das einführen des Filamente. Das hast du gemacht? BZW das Filament durch den Sensor, durch den PTFE Schlauch bis Anschlag geschoben, dann den Hebel gezogen und weiter geschoben? Mehr muss man eigentlich nicht machen.
Grüße
tm
24.02.2023, 06:56Ich kann das mit dem Gebastel gut verstehen, hab da auch nicht so richtig mehr Lust drauf. Mein Artillery Genius lief am Anfang an sich ganz gut out of the box, aber inzwischen nach 3 Jahren bin ich nur noch genervt und am rumprobieren/neu leveln aber so richtig gut wird die Qualität nicht mehr, vieles was am Anfang ging, geht nicht mehr. Wollte mir eigentlich den Flashforge Adventurer 4 holen, aber werde nach deinem Test wohl den Ankermade holen, wobei mich halt das fehlende Gehäuse noch etwas abhält. Zwar gibt es Gehäuse für den zu kaufen, aber ca. 200-400 EUR ist schon ne Nummer nur für ein Plexiglasgehäuse, oder ich muss mir selber wieder eins bauen wie für den Artillery.
Gustavo
20.03.2023, 12:11Servus, geiles Review. Mit dem mitgelieferten Filament alles top gedruckt. Mit dem eSun PLA+ habe ich Probleme bei Überhängen (Benchy Boot) und beim Retract. Hast Du da bestimmte Einstellungen?
Leo
27.03.2023, 09:18Hallo, ist der oben genannte Gutschein noch aktuell?
LG. Leo
Jenny
27.03.2023, 10:32Hey,
ich habe das Angebot gerade nochmal überarbeitet.
Der Gutschein ist jetzt wieder sichtbar und dieser funktioniert auch noch.
Einfach an der Kasse eingeben.
LG Jenny
evonox
02.04.2023, 10:1402.04.2023 Gutschein schein nicht mehr zu gehen ;/
Ronny
03.04.2023, 08:34Ich hab auch gerade noch einmal die Gutscheine geprüft: nun sind sie wirklich abgelaufen. Nicht verzagen: eine neue Aktion wird es ziemlich sicher bald wieder geben. 🙂
Grüße
Rob
14.04.2023, 08:01Moin,
ich verwende für meine G-Loks immer PETG und habe manchmal auch Teilen welche nur 2 Layer dick sind und zB 4mm breit.
Lössen sich solche Teilen vom Druckbett?
Ich verwende bis jetzt ein CR6SE mit glatte Glasplatte uns da klappt das wunderbar.
Oder gibt es auch ein Glasplatte für der M5?
Ronny
14.04.2023, 08:39Wenn sich solche Teile lösen würden, würde man auch keine anderen Projekte drucken können. Ich hab jetzt zwar sowas nicht gedruckt, aber Haftungsprobleme hab ich nicht. Ansonsten einfach das blaue M3 Tape auf die Druckfläche kleben.
Grüße
Rob
14.04.2023, 08:47Hallo Ronny,
die Druckplatte ist bei PETG immer 80°C und die Teilen lösen sich dann wenn der Platte abgekühlt is bis 50…40°C.
Also ich Druck damit auch 100mm hohe Teilen und diese haften gut solange die Druckplatte 80°C bleibt.
Ich hatte mal zum testen ein Snapmaker F350 und da haben sich die PETG Teilen nicht gelöst, auch nicht beim Biegen…
Rob
14.04.2023, 08:51Vielleicht habe ich es falsch Formuliert:
Lösen sich solche Teilen nachdem der Druck fertig ist und der Druckplatte abgekühlt ist von diese 'Teflon' Schichte?
Wenn man es nur ab bekommt mit ein Spachtel dann kann man das Ergebnis gleich entsorgen…
Ronny
14.04.2023, 09:03Da die Druckfläche aus flexiblem PEI Federstahl besteht: einfach abnehmen und leicht biegen. Da löst sich eigentlich alles WENN das Druckbett auch ganz abgekühlt ist.
red baron
12.05.2023, 11:07klasse bericht. welche düse würdest du als standard empfehlen??? 0,4??
Ronny
12.05.2023, 15:06Dankeschön 🙂
Für PLA reichen die zahlreichen mitgelieferten Messing-Düsen. Nur bei heißeren Materialien würde ich eventuell andere Düsen verwenden. PLA, PLA+ oder auch flexibles Filament wird sauber gedruckt.
Grüße
Thomas
23.10.2023, 07:22Hallo Ronny, könntest du bitte deine fein abgestimmt Einstellung vom Ankermake Slicer posten?
Könntet ihr eventuell mal ein Video machen wie man so ein 3D Drucker fein Einstellen.
Mit freundlichen Grüßen Thomas
Ronny
23.10.2023, 08:27Moin Thomas, ich hab keine wirklichen Einstellungen am Slicer verändert. Der ist so schon gut abgestimmt.
-Schichthöhe 0,16mm
-Support Boden/Decke 5 Lagen
-Geschwindigkeit Profil "normal"
Grüße
Thomas
23.10.2023, 16:47@Ronny ich habe es so eingestellt nur ich bekomme stringing ( ich nutze das Mitgeliefert PLA+)
Thomas
23.10.2023, 16:51bild
Ronny
24.10.2023, 08:12Wenns nur das ist 🙂 Verringere die Drucktemperatur einfach mal um 5°C 🙂 Das sollte schon helfen.
Grüße
Thomas
25.10.2023, 09:38@Rony danke.
holli12
12.10.2024, 22:22Stimmt leider nicht Preis auf Amazon fast 500